[Julia and Mason] have been perfecting their microwave-based lost PLA casting technique over at Hackaday.io. As the name implies, lost PLA is similar to lost wax casting techniques. We’ve covered lost PLA before, but it always involved forges. [Julia and Mason] have moved the entire process over to a pair of microwaves.
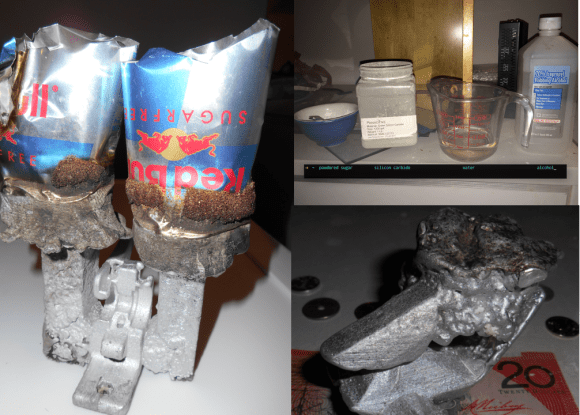
Building on the work of the FOSScar project, the pair needed a way to burn the PLA out of a mold with a microwave. The trick is to use a susceptor. Susceptors convert the microwave’s RF energy into thermal energy exactly where it is needed. If you’ve ever nuked a hot pocket, the crisping sleeve is lined with susceptor material. After trying several materials, [Julia and Mason] settled on a mixture of silicon carbide, sugar, water, and alcohol for their susceptor.
The actual technique is pretty simple. A part printed in PLA is coated with susceptor. The part is then placed in a mold made of plaster of paris and perlite. The entire mold is cooked in an unmodified household microwave to burn out the PLA.
A second microwave with a top emitter is used to melt down aluminum, which is then poured into the prepared mold. When the metal cools, the mold is broken away to reveal a part ready to be machined.
We think this is a heck of a lot of work for a single part. Sometimes you really need a metal piece, though. Until metal 3D printing becomes cheap enough for everyone to do at home, this will work pretty well.














This has me wondering if the entire sprue could be procedurally generated and printed at the same time as the part, and also if the pla could be recovered afterwards, assuming its possible to melt it out without burning it up.
“This has me wondering if the entire sprue could be procedurally generated and printed at the same time as the part.”
Absolutely.
“[I]f the pla could be recovered afterwards, assuming its possible to melt it out without burning it up.”
Most likely no.
If you managed to keep the whole mold at above melting point and added a few psi of pressure to one of the channels it would be possible to recover most of the PLA. Would it not?
I could see the plastic getting stuck in the lees created by the finer details, but I would imagine the main body of the work should be pushed out of the other end.
I don’t think a few PSI is going to do it – liquid plastic is very viscous. Also, in this case, quite dirty.
mmmm…. dirty plastic… Rule 34 apply?
Why dont we have a wax filiment available we can print with to make this easier? It’s a lot easier to make a 350 degree oven that will melt out and evaporate a wax, than doing this microwave trick.
Doesn’t PLA melt at around 350 F? I’m curious as to why they didn’t use an oven to melt it out. Still awesome though!
because they need to burn it out, not just melt it
I was hoping for more old Phone Losers of America pranks and phreaking but this is kinda cool too. Miss ya rbcp and rip micah.
RBCP is very much alive and creating tons of PLA shows!
So most of this went over my head, but TEAM AUSTRALIA! FUCK YEAH!
“We think this is a heck of a lot of work for a single part.”
Automation is the next step. Besides, most 3D printers take up more time per part in maintenance.
What’s a top emitter microwave and where do you get one – cheap (otherwise the process is pointless and out of reach)?
Same question for SiC….what’s a cheap source?
Either modify a microwave or get one without a turntable and turn it on it’s side.
SiC is an industrial grit used in cutting and polishing operations. You should be able to order it from industrial supply houses. You might be able to get it from a ceramic supply house as it can be used as a component in refractory coatings.
Sharoening stones. Also Panadyne makes SiC powders.
That is some really great documentation about the Susceptor and the molding process.
I would really love to know more about melting aluminum using a microwave. What is a top emitter? Is it something that is easy to make/get? Can I do this with a couple cheap microwaves from the local thrift shop? How do the usual warnings about metal in the microwave not apply?
I’ve been wanting to build a propane powered aluminum forge for some time now. Maybe this would be better?
Top emitter just means the microwaves enter from the top of the oven, not the side/back. Should be pretty obvious looking at the box. Also I’m not sure it’s necessary, probably just makes it simpler to get even heating.
Apparently smelting in a microwave is old news. I just needed to Google it. All the times I have read about using propane and charcoal… how did I miss this?!?!
Sorry, melting. I read smelting in an instructable and repeated it here. I just meant melting.
The metal in question is not directly exposed to high RF densities. The goal is for most of the microwaves to be absorbed by the susceptor(SiC in this case) which gets heated enough to melt the metal.
The appropriate microwaves are widely available and cheap. AFAIK, these two were both found at the local hackerspace, HacDC.
The usual warnings about metal in the microwave typically have to do with shorting the RF near field to ground, overloading the transmitter (magnetron). In other words, so long as the aluminum is surrounded by semi-insulating materials (not shorted to the microwave’s metal housing), that should not be a problem.
It might also be necessary to avoid:
1) Any situation where there are two pieces of a metal separated by an air gap, small enough that the induced voltage can arc across it. (This includes the microwave’s housing.)
2) Melting of thin metal pieces, leading to #1.
Flames/arcs, especially if seeded with metal vapor, are strong microwave absorbers and lead to unintended fiery effects.
There may be other unexpected issues too. Once I balanced a Corelle plate directly on the sprocket that normally drives the glass turntable, since the turntable was in the dishwasher. I soon found the plate glowing red hot around the contact point. I suspect the thinner and layered Corelle may have been acting in combination with the (metal?) sprocket as a capacitor, initially undergoing dielectric heating; though I’m not certain about this part. But however it managed to do so, it certainly reached the temperature where glass becomes a susceptor, and was then absorbing microwaves directly. This may not be directly relevant to melting metal, but it sure demonstrated the possibility for surprises.
I’ve noticed that our Corelle tends to get really hot when used the in microwave for any length of time beyond a minute or so. As in, oddly hot. Much hotter than anything else I’ve used to nuke food with. I always assumed that the composition of the clay and the temperature at which it was fired made for a material that was more absorptive than most other dishes, but based on what you observed, now I’m wondering if there’s more to it than just density. I have yet to ruin a Corelle dish/plate in the microwave, but I’ve managed to burn myself a few times. I’m hoping others will post regarding their observations of Corelle in microwaves. This is interesting.
My Corelle dishes don’t do that. As I understand it, getting hot in the microwave without the heat being conducted from food is literally the identifying characteristic of dishes that aren’t microwave safe.
Sidenote: Correlle is actually laminated glass, not clay or some other ceramic.
I’ve never had any Corelle get even slightly hot, other than the one time described. [Blue Footed Booby] is right, it’s laminated tempered glass.
I do have some *Corning* cookware that gets extremely hot. The outside is glass, looks similar to Corelle. But they’re thicker products, and who knows what’s on the inside. I think one piece intended for stovetop use has an aluminum heat spreader embedded in the base.
The promise of 3d printing: Download and print a car!
The reality of 3d printing: Microwave a sprue laden susceptor covered ABS part and then heat up a second crucible and rig up a pouring method and safety gear and dry the part and hope you get a decent casting then saw off the sprue and manually finish the edges. It’s all sacrificial so you only made 1 part. Repeat thousands of times, manually assemble something.
That’s the reality today, this project is about making that promise a reality tomorrow.
At HacDC, we have a large, rigid optical table to deploy an 8’x4′ 3D printer, salvaged magnetrons, and operational high-voltage power supplies, among other things. Printing and casting a whole engine block is not far off.
Awesome. I still think that direct metal printing is a better long term method but you have to start somewhere. Is the optics table cast iron?
machining is subtractive. printing is additive, you would probably have troubles with reaching needed part strength.
HacDC’s Optical Table is a true steel, tapped, and dampened table weighing 800lbs. It can be leveled to optical accuracy (<<0.5um), and subjected to mechanical loads less than a few hundred pounds without deforming.
Direct metal printing technology today is still a very expensive technology, and apparently some of the processes do not create parts with useful mechanical strength. Selective Laser Sintering (SLS) requires high-power lasers, e-beam welding requires high-vacuum, and fusion deposition molding (FDM) printing metals requires extruder temperatures maintained to +/-1degC at the melting point of the metal.
Casting will probably remain the most accessible and flexible technology for most users desiring custom metal parts. Developments to that technology ultimately pressure lower manufacturing prices on other techniques as well.
Go watch a few episodes of “How it’s made” and you’ll see that casting and stamping are still used in small, medium and large-scale production processes.
The costs are orders of magnitude cheaper than ‘printing’ parts…once you’ve amortized the costs of tooling. If you need to go production mode, don’t 3d print the object; 3d print the mold you need to cast the object, plus sprue. Then with a hot plate and some wax you can produce a lot of objects to cast quickly using conventional (and well tested) techniques.
There was a tip that I figured out by watching this video https://www.youtube.com/watch?v=WWVVSZP3Au4
The guy speaks about scaling the model by 3% to account for aluminium shrinkage.
All I can think of is what the PLA fumes must be doing to your lungs/the local environment. They say the vented the microwave outside, but still… OOF.
I just love the smell of evaporating hydrocarbons in the morning!
Usually, 3D printed parts weigh 10-100g each. For casting, mechanical strength is unnecessary, decreasing weight to 2-20g. That’s not a lot, and probably compares rather favorably to traditional manufacturers, not to mention fireplaces, furnaces, cars, etc.
Shouldn’t be too hard to rig up a fume hood to save your lungs and a charcoal filter to save the environment.
Will PLA prints work with sandcasting?
With sandcasting you don’t bother melting out the original. You just bury it in a bucket of sand with pieces sticking up for vents and a path to pour. The molten metal evaporates the original out for you. It all happens so fast you don’t even need a hardened plaster mold, the sand just holds everything in shape.
That sounds like a lot less time and work to me. But I have only seen it done with carved foam not printed PLA. Could it work? Or would the PLA not burn out fast enough? I’m thinking the infill would be set to ‘almost hollow’. That has got to help.
Some 3d printer inks will do this, it depends on how much ash and residue the “inks” contain and how much you care about this. Notably, 3d systems offers wax based acrylic photopolymer based inks that are designed for this very application.
It will not burn out fast enough like with lost foam. That is why with the Lost PLA method you must first burn out the PLA before pouring the metal.
You can sandcast with solid mould cores, then split the drag and cope apart to fish the cores out when the green sand has set. That’s the route I’m heading down with my 3d printer, using it to print out mould cores with sprues and runners, and casting them in a traditional sandcasting method using green sand in a split drag and cope.
Even then material quality of sandcast items will not have the same qualities as commercial graded aluminium (depending on grade, ie 7075 as opposed to some 2000 grade used by a knife and fork stamper) as the proportions change during the process even if you use graded ingot as the source and I doubt we’ve all got XRF guns to hand to check the melt and composition and a way to achieve tempers which a lot of modern high strength alloys use to anneal and not be brittle in service, but for some parts which have been traditionally sandcast it will be enough.
I am here reading if I can burn out the core in situ, but still use the traditional casting forge setup I have to do the pour. Thats where it interests me…
Once again the Hackaday.io write up is completely dismal. What exactly did they use this for – all I seen in the photos are a few blobs of melted metal. Come on people – if you can’t take the time to do even a half-assed write up, stop wasting everyone’s time.
We’ve added more pictures. Its not hackaday’s fault that we’re more text-based than image based. :)
Thanks for that Julia. Don’t take the trolls to heart. You and Mason have a great project going – which is exactly why it was featured here on the main blog.
Process itself is still in development, however, Prusa Mendel 3D printer components have been manufactured experimentally.
The point is to bring out the *capability* to make complex metal objects, which might not be practical for most people to make otherwise.
VonSkippy’s comment is unnecessarily critical and nasty. The point of the post is the process, not the actual product. It really would waste time to go off on a tangential discussion of the specific casting, since it has nothing to do with the lost PLA process. His/her ill-tempered generalizations are insulting to hackaday posters and add nothing.
Is it realy safe , it want explpde , i am going to try at least the PLA then usinf my foundry I will por the aluminoon