Need a simple fab process to go from a humble vector graphic to a final part — in a matter of minutes? The CO2 laser cutter might be the right choice. As these tools open themselves up to widespread use through hackerspaces, I decided to give Delrin some well-deserved time under the spotlight.
This guide is a brief collection of tips and techniques that I’ve either learned from others or discovered on my own over the last couple years working with laser-cut Delrin (a.k.a Acetal) for functional prototypes. I hope this guide serves you well as we keep exploring the limits of the material.
As a disclaimer, keep in mind that in no way are these techniques unique or limited to Delrin. Many are not only years old but also common practice in either engineering design or the local machine shop. This article simply highlights the techniques shown here that perform both repeatably and predictably with Delrin and a couple hand-tools, and I hope to share them with a growing audience of laser cutter enthusiasts.
Why Delrin?
I won’t deny that I’ve seen posts about “laser-cutter techniques” before. Nevertheless, most of these past articles tend to focus on either acrylic or wood as the “material of choice,” and not all of those techniques are transferable across materials. Delrin, when compared to acrylic, is far more ductile, and, when compared to wood, is a far better approximation of a continuum. These two characteristics enable a number of additional design techniques that are either impractical or difficult to accomplish with materials like acrylic and wood.
Delrin Prototyping Techniques
The Press-Fit
 When machining metal, a press-fit between two parts necessitates tolerances tighter than ±0.0005 in. (0.0127 mm) between the mating surfaces such that the two parts that are pressed together will deform slightly and cannot separate under normal operating conditions. Delrin, because of its flexibility, is much more willing to deform to accommodate press fits. This fact is a lifesaver for hobbyist laser cutters. What this means is that even if our laser cutter has slightly less precision, we can still achieve a press fit between two Delrin parts (or just one part made from Delrin) because of Delrin’s willingness to deform to the shape of another part. As a back-of-the-envelope rule, if your laser cutter can hit relative dimensions between features that are ±0.001 in. (0.0254 mm), just undersize the hole (or other press-fit geometry) slightly smaller than you would for a conventional press-fit, and the Delrin will still be able to expand and hold the part firmly.
When machining metal, a press-fit between two parts necessitates tolerances tighter than ±0.0005 in. (0.0127 mm) between the mating surfaces such that the two parts that are pressed together will deform slightly and cannot separate under normal operating conditions. Delrin, because of its flexibility, is much more willing to deform to accommodate press fits. This fact is a lifesaver for hobbyist laser cutters. What this means is that even if our laser cutter has slightly less precision, we can still achieve a press fit between two Delrin parts (or just one part made from Delrin) because of Delrin’s willingness to deform to the shape of another part. As a back-of-the-envelope rule, if your laser cutter can hit relative dimensions between features that are ±0.001 in. (0.0254 mm), just undersize the hole (or other press-fit geometry) slightly smaller than you would for a conventional press-fit, and the Delrin will still be able to expand and hold the part firmly.
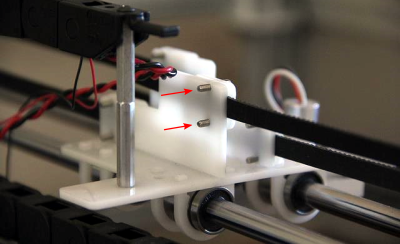
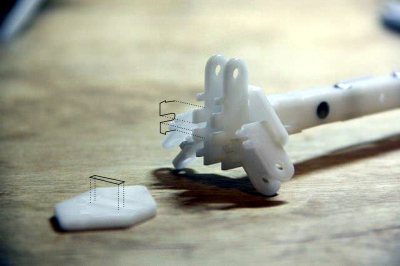
In the image above, the linear rails are press-fit into the Delrin, which has graciously accommodated the two rails without cracking. Under normal operation, the rails will remain in place because of the compressive force of the Delrin pushing back against the rail from the outer walls of the hole. The Bearings are also press-fit.
In contrast, this technique cannot be applied to acrylic in any repeatable way. Acrylic is very brittle. Consequently, putting it under internal stresses, by trying to push a metal dowel pin (or other such parts) into a hole in acrylic will simply cause the part to split or shatter.
Countersinking
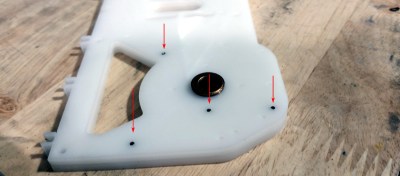
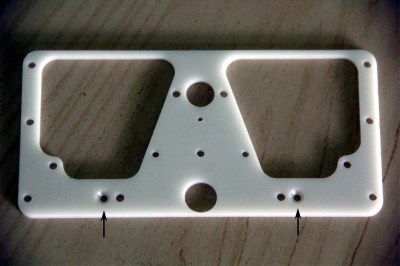 Delrin is easily machined–so easy that you don’t even need a proper machine to put countersinks into your part! Below, the countersunk screw holes for GameCube-Bot V2‘s motor plates were done by hand with a small countersink.
Delrin is easily machined–so easy that you don’t even need a proper machine to put countersinks into your part! Below, the countersunk screw holes for GameCube-Bot V2‘s motor plates were done by hand with a small countersink.
Thread-Forming
 With any seasoned technique, the “gurus who came before us” have developed a tool for just the situation. In this case, the tool is a steady line of thread-forming screws, enabling us to screw directly into many materials without ever tapping. Conveniently enough, Delrin is so malleable that it doesn’t even need these screws! Simply size the hole to the appropriate tap size, and screw it in by hand.
With any seasoned technique, the “gurus who came before us” have developed a tool for just the situation. In this case, the tool is a steady line of thread-forming screws, enabling us to screw directly into many materials without ever tapping. Conveniently enough, Delrin is so malleable that it doesn’t even need these screws! Simply size the hole to the appropriate tap size, and screw it in by hand.
As yet another disclaimer, this technique also does not apply to acrylic and wood. Acrylic is simply too brittle to be cut or deformed by screw threads, and plywood will not thread predictably since it is a composite of many layers of wood glued together.
Snap-Fits
 Delrin’s ductility makes it a good candidate for snap fits involving tabs and slots. The big idea behind snap fits is that your assembly process will introduce a temporary stress on the tab such that it can pushed into the slot and then relieved once the tab is fully inserted. Acrylic might handle compressive loads just fine, but its tensile strength is very poor, making it an unreasonable choice for reliable snap-fit joints. Delrin, however, is much more accommodating for this technique.
Delrin’s ductility makes it a good candidate for snap fits involving tabs and slots. The big idea behind snap fits is that your assembly process will introduce a temporary stress on the tab such that it can pushed into the slot and then relieved once the tab is fully inserted. Acrylic might handle compressive loads just fine, but its tensile strength is very poor, making it an unreasonable choice for reliable snap-fit joints. Delrin, however, is much more accommodating for this technique.
Before you get too carried away designing arbitrary snap fits, keep in mind that there’s a plethora of research and equations that go into using this technique repeatedly in mass-produced consumer goods.
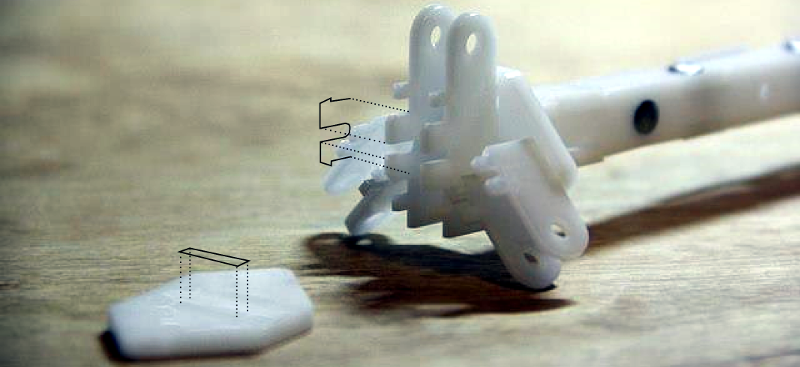
The Delrin-Rubber Sandwich

Delrin is notoriously slippery, so we should expect pieces to slide easily if they aren’t secured. If we’re looking to get a little more grip between our surfaces, I’ve had success with a thin sheet of Santoprene rubber (also laser cut) set between the Delrin and its mating surface. The resulting rubber sandwich has far more friction, especially with sufficient normal force applied via screws.
Wheels
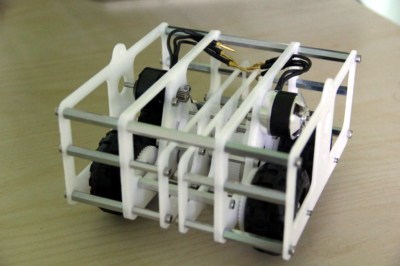
 Dubbed, the “O-ring Sandwich,” you too can make your own wheels in a pinch! The idea behind this technique is to sandwich three Delrin plates together, the center of which is slightly smaller in diameter, such that the o-ring has a groove to rest in. Delrin has at least twice the impact strength over acrylic (~1.2 ft-lb/in vs 0.4 ft-lb/in), making it a far better materials choice for the ups-and-downs in the terrain that these (robot?) wheels will explore. Finally, the sandwich of three plates is thick enough to overcome any of the possible flimsy drawbacks from Delrin’s inherent ductility.
Dubbed, the “O-ring Sandwich,” you too can make your own wheels in a pinch! The idea behind this technique is to sandwich three Delrin plates together, the center of which is slightly smaller in diameter, such that the o-ring has a groove to rest in. Delrin has at least twice the impact strength over acrylic (~1.2 ft-lb/in vs 0.4 ft-lb/in), making it a far better materials choice for the ups-and-downs in the terrain that these (robot?) wheels will explore. Finally, the sandwich of three plates is thick enough to overcome any of the possible flimsy drawbacks from Delrin’s inherent ductility.
The image shown here has a custom aluminum hub made with a lathe, but you can also purchase hubs to do the same trick.
Gears
In “real life,” Delrin has a reputation for its wear-resistance, and we can find it sold as bushings and even gears. Why let the retailers have all the fun, though? With a sufficiently high-power (60W and up) laser cutter, you can lase your own gears too!

A fair forewarning: although the laser cutter can certainly cut 64-pitch teeth, odds are pretty low that the surface finish of the gear will be good enough to mesh with a properly fabricated gear of the same pitch. The taper (see the Drawbacks post that will be published after this one), coupled with the melty surface finish of the gear teeth will both negatively impact the quality of the gear–but perhaps these drawbacks aren’t deal-breakers in your application, and the melty teeth are simply “good enough?”
Spring Pins
 Not all laser cutters are capable of consistently cutting the thicker (.1875 [in] or greater) sheets of Delrin. Furthermore, Delrin tends to warp after being extruded. Whether you’re trying to create a thicker plate or trying to straighten two warped plates by fixing them together, spring pins can assist in both endeavors. Spring pins are coiled rolls of steel that are press-fit into holes. Once installed, they hold their place by applying compression on the inside walls of the hole, making them really good for one-time installations and really difficult to remove if you messed up. To install them, I’d suggest an arbor press.
Not all laser cutters are capable of consistently cutting the thicker (.1875 [in] or greater) sheets of Delrin. Furthermore, Delrin tends to warp after being extruded. Whether you’re trying to create a thicker plate or trying to straighten two warped plates by fixing them together, spring pins can assist in both endeavors. Spring pins are coiled rolls of steel that are press-fit into holes. Once installed, they hold their place by applying compression on the inside walls of the hole, making them really good for one-time installations and really difficult to remove if you messed up. To install them, I’d suggest an arbor press.
Pulleys
 Remember I mentioned Delrin being slippery? Now it’s time to take advantage of this fun fact and put it to work. The idea behind this technique is to sandwich three-to-four discs of Delrin together onto a shoulder screw, where the size of the hole through each disc is large enough to allow the disc to run smoothly. Alternatively, you can also replace the inner discs with a bearing, provided that you choose an undersized shoulder screw.
Remember I mentioned Delrin being slippery? Now it’s time to take advantage of this fun fact and put it to work. The idea behind this technique is to sandwich three-to-four discs of Delrin together onto a shoulder screw, where the size of the hole through each disc is large enough to allow the disc to run smoothly. Alternatively, you can also replace the inner discs with a bearing, provided that you choose an undersized shoulder screw.
Tune in Next Time
That’s all for this week! Check back in two weeks for PART II where I’ll explore the drawbacks involved with working with Delrin (hint: you can’t glue the stuff!) and how to work around them.
For the many techniques documented here, I’m greatly indebted to spending time with some excellent engineers over the last couple years. Thanks [Steph], [JB], and [Chris] for all of your pro tips that went into some of the ideas in this guide!
Lastly, for the full breakdown of Delrin’s material properties, take a look at DuPont’s Design Guide.














Delrin looks cool, but it is *expensive* for hobby use. A 1 square foot (12×12″) 3/8″ thick sheet costs about $80, and 3/4″ is $130. I think I will stick to wood for my projects…
Try McMaster-Carr-
http://www.mcmaster.com/#standard-plastic-sheets/=ys5cxf
Sourcing raw materials from them, while convenient, is NOT very cost effective for raw materials.
Not for mass production, but for prototyping and one off designs it works fine.
I agree. Time is money. McMaster’s website is second to none for mechanical engineering projects. They ship things fast and their selection is great. You benefit from the predictability of results when dealing with McMaster, the prices are fair, and by having a single-source supplier(that will be around for a long time) you can use their part numbers for inventory management.
If you need to make more than 20-100 of something, it may make sense to start using lower cost suppliers, but that re-engineering process starts from a “known commodity” where you can go after the low hanging fruit in your bill of materials.
The minimum order quantity aspect is just one more reason to choose McMaster.
Of course. Depends on what it is and how much you need. There are much better sources for even prototype quantity raw materials, particularly otherwise expensive items like stainless or engineering plastics though.
Waterjet- Please share some of your sources with us.
Depends on what you are looking for. I source metals from at least two vendors and plastics from different ones and more exotic materials from several other ones as most places that specialize in plastics tend not to also stock a wide variety of tungsten carbide. Waterjets cut just about anything and it often needs to be less than full 5’x10′ sheets.
As long as you live in the us.
Try buying from them internationally, not only are they not interested, but they very actively shut down any attempt to use reshipping addresses (ship to business in us that reships to you internationally) – They really *really* do not want to trade with anybody outside the us even if they only have to ship domestically.
I never tried Derlin mostly because I easily buy acrylic in a stationary shop. as reference i buy one square foot 1\4 thick for 3.5 $. I live in Thailand
Bangkok? Please tell me exactly where you get the sheets…
Bangkok MakerSpace has a lasercutter and sells Acrylic for good prices. Also can cut small and large parts up to 1000x1250mm
Look for “acetal plastic” or simply “acetal.” Delrin is a trademarked proprietary blend of acetal which isn’t enough better to justify the expense for us mere mortals. Acetal plastic ischeaper and has the same properties being exploited in this post, so it is a perfect substitute.
+1…
I was going to say the exact same thing. Delrin=Tradename
Frito
delrin is not acetal. They are similar but there is a difference.
From the Colorado Plastics blog:
http://www.coloradoplastics.com/blog-0/bid/106023/What-is-the-Difference-Between-Delrin-and-Acetal
Delrin is DuPont’s trade name for acetal homopolymer. Acetal is the name generally used in the plastics industry to refer to acetal copolymer.
Homopolymers are polymers that contain only a single type of subunit in their chain and copolymers are polymers containing a mixture of more than one type of subunit in their chain.
‘Delrin’ seems to be known by a lot of names. I wonder if that makes a big price difference when shopping for it. Check this out, I count 10 names on the Wikipedia page https://en.wikipedia.org/wiki/Polyoxymethylene
Yes, there are lots of trade names for Acetal.
Same goes for PTFE or the generic trademark Teflon.
You might want to keep in mind that the smoke you get out of acetal/Delrin/whatever contains formaldehyde. I’d consider this stuff more suitable for milling than laser cutting, unless you really trust your ventilation system.
So does plywood.
In that case it’s the glue that’s the issue, not the wood. A lot of crappy plywoods with a lot of glue in them aren’t really suitable for laser cutting either.
Err, all plywoods by definition have glues in them though?
CARB certified plywoods will have less, or no formaldehyde in them.
A while back I considered adding a hot wire cutter to a plotter (or even a small loop on something with more dimensions) and having it accurately cut polystyrene sheets.
/. time!
Are there any glues who bond Delrin/POM/acetal to other plastics or metals?
Delrin/POM/acetal is very hard to glue
There are specialty glues that will glue them though. They tend to be 2 part glues that need a static mixer and are specifically designed and tweaked to work with Delrin. You can even glue extremely low surface energy plastics like polypropylene or polyethylenes to things with the right adhesive. They are also fairly expensive unfortunately although some epoxies seem to officially work with Delrin.
http://www.loctiteproducts.com/p/epxy_plstc_s/overview/Loctite-Epoxy-Plastic-Bonder.htm
People use corona-etching of the surfaces to make them temporarily sticky to glue (the same people are also very cagey on what kind of glue works well with the process, so, one may have to experiment).
I found that “Pool Glue” – a somewhat nasty PVC-adhesive for gluing soft PVC tubes for bubble baths – works really well on many plastics. No constituents labelled on the tin, as I said: Dodgy, probably not something one should sniff the fumes from!
That might work on Delrin after the surface is “roughed up” by some corona. Maybe Cyano glue woud work too, I have seen bonds that look like that was the stuff used.
http://www.tantec.com/what-is-corona-treatment-and-plasma-treatment-and-how-it-works.html
Some PVC glues are just solvent based with things like tetrahydrofurane. Of course not to be sniffed intentionally.
Delrin is one of my “go to” materials for production assembly fixtures precisely because it is hard to glue. We use a lot of UV cure resins, and delrin fixtures are easy to clean.
Yes, just google acetal glues and you’ll find a few. I have no experience with them though.
You need to use a primer first (Loctite 770 is one) then regular cyanoacrylates will work. I use it with CA to bond copper to Delrin/Acetal and it works very well.
http://www.instructables.com/files/orig/FW1/4AF2/I2VLGSNJ/FW14AF2I2VLGSNJ.pdf
Nice!
I never thought of laser cutting Delrin, it’s really cool that it works. I found out the the “chips” from machining it are fairly flammable and burn with a nearly clear flame.
When you are not machining with proper feeds and speeds it gets hot and smells like formaldehyde as it breaks down…I wonder if it does the same on a laser table?
Mix the chips with aluminium powder – they will burn much brighter ;-)
Pshaaaaa….try titanium if you want a good metal fire.
But Al is MUCH cheaper.
Just buy a bunch of it off alibaba.com it is dirt-cheap in quantity
Fire!
I have about 5 years of professional experience working with CO2 lasercutters. Usually these are gentle safe machines. I have caused two fires in them, both of them when cutting Delrin. You really need your settings to be spot on. The smoke from the lasercutting process easily catches fire. If you leave the machine unattended while cutting Delrin, you risk burnig down the laser or whole building.
Nice collection of tips and tricks. Posted on hackaday.io? Would like to follow this for future reference.
Yes please
I often use white plastic cutting board for similar projects. Especially when cost is more important than strength.
Though they are fairly sturdy too. They are usually HDPE but occasionally even Delrin.
Endurance L-Cheapo laser test
Cuts wood, plywood acrylic upto 2 inch.
Wait for new tests with compressed air and vacuum cleaner
https://youtu.be/FQtI5c7s6nA
https://youtu.be/4KOZXNG05TI
https://youtu.be/Hwy9GsZvarI
http://www.youtube.com/watch?v=lHwT63qztg8
More info about Endurance L-Cheapo http://endurancerobots.com/products/laser-cutters-accessory/
Endurance L-Cheapo laser test
Cuts wood, plywood acrylic up to 2 inches
Wait for new tests with compressed air and vacuum cleaner
https://youtu.be/FQtI5c7s6nA
https://youtu.be/4KOZXNG05TI
https://youtu.be/Hwy9GsZvarI
http://www.youtube.com/watch?v=lHwT63qztg8
More info about Endurance L-Cheapo http://endurancerobots.com/products/laser-cutters-accessory/
Comment and question
if you’re diligent you can sometimes find Delrin scraps at your local TAP Plastics.
and how many watts worth of a laser cutter does one need to cut, say, 1/4″ of Delrin?
Thanks,
DougM
I’ve found a great way to cut thick Delrin on a laser and get good results with minimal flame and smoke.
Replicate the vector design N times. When you run the laser, it will re-cut the same vector lines N times. This allows you to use a lower power setting or faster speed. When you have many vectors in the design (holes are each a vector set), the printer driver will have an option to optimize vectors. This is bad. The optimization causes the laser to stay at the same vector set N times before it moves to the next vector set. This tends to melt the Delrin for small features (holes). If you do not optimize, the laser will move from vector to vector before repeating a vector. This allows the Delrin to cool and the next laser pass will not further melt the Delrin.
Although running a vector N times instead of 1 time takes significantly longer, the results are excellent.
Is delrin available in black? I use a blue laser cutter and whites do not cut well. The optical output on my laser is about 10 watts. It works great on plywood and myrtlewood with a few passes. Darker absorbs better.