
“Everything is a spring”. You’ve probably heard that expression before. How deep do you think your appreciation of that particular turn of phrase really is? You know who truly, viscerally groks this? Machinists.
As I’ve blathered on about at length previously, machine tools are all about precision. That’s easy to say, but where does precision really come from? In a word, rigidity. Machine tools do a seemingly magical thing. They remove quantities of steel (or other materials medieval humans would have killed for) with a slightly tougher piece of steel. The way they manage to do this is by applying the cutting tool to the material within a setup that is so rigid that the material has no choice but to yield. Furthermore, this cutting action is extremely precise because the tool moves as little as possible while doing so. It all comes down to rigidity. Let’s look at a basic turning setup.
Spring Forces Illustrated on a Lathe
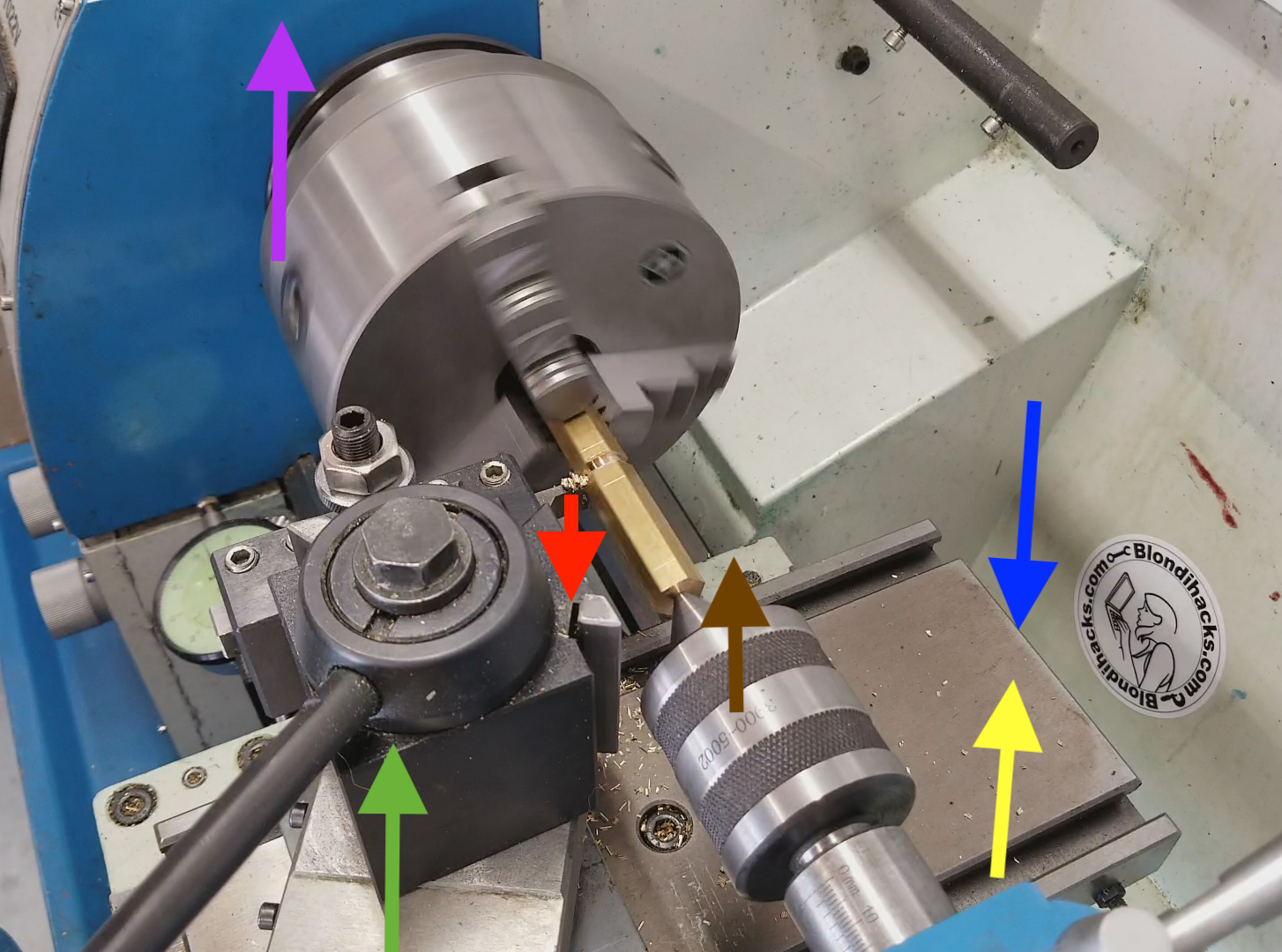
The colored arrows show some of the major spring forces that a machinist will know and feel. First and foremost is the downward pressure on the tool bit (red). This is, in turn, trying to torque the rear of the toolpost upwards (green). The toolpost is then trying to torque the rear of that cross-slide downwards (blue), and the whole setup is torquing the far end of the carriage upwards on the ways (yellow). Meanwhile, the tool pressure is driving that tail stock (brown), and the spindle bearings (purple) upwards.
Everything is a spring, and these are but a few that you’ll find in the simplest of machine tools. If any of these sources of springiness fails to hold up its end of the job, the result will be chatter, imprecise cuts, or the machinist picking shards of parting tool out of her forehead. None of those are good outcomes.
The Machinist’s Rigidity Aresnal: Mass and a Perfect Fit
The weapons we have in this fight for rigidity are primarily two in number. First and foremost is cast iron. By sheer mass it can be made rigid inexpensively, and it is also good at absorbing harmonic vibrations which can make any rigidity problems elsewhere much worse. The second weapon is precision fitting parts. If we can minimize movement where the parts connect to each other, we eliminate sources of spring. This is difficult when those parts need to slide, but that’s why we have things like dovetails and adjustable gibs. These are features that allow parts to slide relative to each other in one dimension, while moving as little as possible in all other dimensions. It’s all about murdering the foul demon of spring that threatens the glorious and righteous kingdom of rigidity.
So, next time you hear the phrase “everything is a spring”, pour one out for your local machinist. Sure, the mechanical engineers will go on about it, but it’s the machinists who Really Know™.














The lathe in the photos looks like a Chinese 9×20.
Here is a picture of another 9×20 lathe, built for precision:
https://photos.app.goo.gl/gJMkezdxRHhYMehd6
Compare especially the depth and width of the bed. Granted that particular lathe is a bit of an extreme case.
Looks like a pretty decent lathe. The three separate badges makes it look as though it were melded from three different machines.
I see what you mean about the badges. The one on the base is the supplier badge.
Full details on the model can be found on the Best Web site in the World. http://www.lathes.co.uk/holbrook-minor/
For Hackaday cred, I converted one of them to CNC. I like to think that you can hardly tell:
https://photos.app.goo.gl/kDcA54SXmZUHchRQ9 (details begin here: https://bodgesoc.blogspot.com/2015/08/holbrook1.html ) Though really my point was meant to be that when a manufacturer cares more about precision than price you can end up with astonishing amounts of iron being used.
This one look a little bit on the flimsy side /s
Needs cleaning.
That particular one belongs to a student club (the club looks after a 1902 car). Students are not famous for obsessive cleaning.
In all small chinese turning lathes you can find two global problems – first is press planks in dowetail connections instead of good fit wedges and second is cutting tool small feed stand with console connection. If you fix this problems you can get good rigidity lathe.
You can take off the cross-slide too, and run it in reverse.
I have never understood the supposed advantage of running in reverse. And it’s an especially unlikely idea with the Chinese lathes. You are likely to unscrew the chuck, and if you don’t then (in the case of the one I had) you will just lift the saddle off the bed. Mine was held down by a couple of mild steel strips, the only adjustment being that the screws were not quite tight…
I have a cheapo lathe, i think it actually came from India. I’ve never seen a metal lathe so cheap that it had a screw on chuck.
The idea of running backwards with the tool upside down is to prevent the tool from digging into the work piece if it flexes; i.e. the tip gets pushed away from the cut instead of being sucked in and jamming(HSS and carbide) or breaking the insert(carbide). That being said I’ve only done it once to part off some Delrin that kept grabbing the tool tip.
Most small lathes up to about 1970 had screw-on chucks. I think that nearly ever 9×20 Chinese lathe has one too.
There are some lathes out there too _cheap_ to even have a screw-on chuck, because that thread needs to be well made :-)
I realise that many of the micro lathes have a really awkward arrangement of three fiddly nuts (which might be readily convertible to the ISO bayonet scheme) but you need to get into pretty serious machinery before you get a Camlock.
Pics of the bayonet arrangement here: https://www.model-engineer.co.uk/forums/postings.asp?th=119308 and a hint that some Chinese lathes (Sieg C6) already have that system.
@Andy Pugh
Fair enough about the screw on chucks, I’ve never laid my hands on a small lathe of that vintage. Mine has the three bolt spindle and luckily have a taper cut on it’s nose. I had to make a new back plate for a larger chuck and ended up making my taper slightly smaller so it would draw tight and have consistent run-out if removed. I’ve only seen Camlocks on “real” production lathes.
My 16″ X 36 South Bend has a screw on chuck. 2 1/4″ X 6 if I remember correctly.
1947 vintage. Grand old gal, still going strong.
I have great respect for machinists and rigid construction. I’ve been a member of the Milwaukee Makerspace, surrounded by machinists for several years. I was under their influence when I started designing 3D printers. I continue to learn from them every day.
Third is design in directing those forces to where they’re manageable.
HackADay linked a video series by Dan Gelbart a couple years ago – (still a great series)
https://hackaday.com/2015/06/24/learn-40-years-of-mech-prototyping-at-lightspeed/
Video 18, about 2 minutes in, has a great explanation of the difference between strength and rigidity
https://youtu.be/MtxA20Q-Uss?list=PL_tws4AXg7asrBv1MMAq4AO68ONUcvty2&t=113
That series is absolutely amazing. I feel like I learn something new every time I watch an episode. It’s a little depressing insofar as his solution often is “oh well just do this on your waterjet” but when I can follow his advice, it’s always been helpful.
Also I thought everything was a fuse, not a spring. But on thinking about it more, fuses are springs, and springs are fuses, so that’s okay.
diamond turning lathes used for optical fabrication get surface roughness and precision in low nm range. This requires 100X rigidity of what the usual metal working lathes have. Most of the magic is in the bearings, which are usually hydrostatic. The development process was long and difficult, but lots of people make them now.
The tool (single diamond point) is another of the magic bits. It’s surprising how similar the tool holders are to what a machinist uses, almost everything else is different.
Several materials are used for the beds, one rather common one is polymer bonded granite chips. This approximates the stability of granite but adds damping.
There are tiny ones that don’t need much tech, used for contact lens manufacturing, and big ones that make <1 m optics out of hard metal where they throw every possible trick at it.
You could do some elementary research before calling out others. The datasheet linked below describes a machine with a resolution of 0.01nm, capable of machining surface finishes of less than 2nm.
http://www.nanotechsys.com/wp-content/uploads/2009/02/Nanotech-250UPLv2-Specifications-Rev-1014.pdf
Research or Minecraft. You get to choose how you spend your time, but comment accordingly.
14nm is in the low NM range. It’s also a significantly different process.
The claim is that roughness and precision are in this range. Roughness means the amount of deviation Higher or lower than the surface.
Precision means how well the tool can make the cut to the measurement required. Single point diamond tooling is a thing, https://en.m.wikipedia.org/wiki/Diamond_turning, and you would not have looked quite so ignorant if you’d put two words into Google and read one wiki entry.
I think he is talking about the surface roughness, which is correct. However, I believe the accuracy is probably in the micrometer range.
And, I’d like to apologise for reporting your comment… meant to hit reply!
1up for the reply above.
As some additional information, the limits on semiconductor feature size come from interferometry and quantum physics. The resolution limit of 139nm UV light passing through ultrapure water (immersion lithography) is 39nm. To get down to 0.1nm, you’d have to use X-ray diffraction. That’s technologically possible, but at that scale quantum tunneling is a bitch. Keeping the electrons from leaking from one mosfet to the next is a problem we don’t know how to solve.
We’ve been able to do chemical/mechanical fabrication down to atomic monolayers for at least 25 years. The only reason we don’t build materials from lovingly hand-placed atoms is that it takes too long.. there are about 6.2e19 atoms in a copper cube 0.3mm per side. At one atom per nanosecond, it would take a couple of years to assemble that cube.
“We’ve been able to do chemical/mechanical fabrication down to atomic monolayers for at least 25 years”
I was “machining” with ion beams down to a few tens of nm in 1991. The preliminary stage was diamond abrasives to 10um thickness. (If I remember the numbers right). This was fragile glass samples, not metals.
(https://link.springer.com/article/10.1007%2FBF00275452 just in case this is something you need to do)
Rigidity boils down to forces within the material, resisting change of shape under external force. Is there a practice of emulating (or multiplying) the rigidity, through applying a feedback loop, using precise absolute position measurement and variable force actuators?
CNC machines with closed-loop position feedback can get some benefit this way, but only if the feedback device is in the right place. For example a milling table with linear scales on the actual table will automatically compensate for deformation in the leadscrew and screw support bearings. But it won’t compensate for deformation in the supporting axis or knee. (in the case of X on a knee mill). I suppose it might be possible to support the read-head on a secondary set of unstressed ways. That would be an interesting experiment.
You’re talking about a multi-layer device made by photolythography, plasma etching, vacuum material deposition and controlled infusion…. If even one of the several !billion! transistors doesn’t function, the part can end in the scrap bin. If you’re lucky, you can deactivate a core and sell as a lower-end product to lessen the losses.
The link a few comments above for Dan Gebelhart’s series has a DIY single/sub micron lathe described in one them, his uses air bearings and most of it’s structure is out of finely ground and polished granite.
Quote: “applying the cutting tool to the material within a setup that is so rigid that the material has no choice but to yield”
Is “yield” the correct term here or should it be “shear”?
It’s very polite material.
Be nice, shear with others!
I think that the correct term might be “Smooshing” or possibly “Scrunging”:
https://www.youtube.com/watch?v=mRuSYQ5Npek
Is a fascinating video of slow-motion machining under the microscope. It shows that much of the time the cutting edge is an acual bit of the workpiece, and explains where those wierd rough bits come from when one of the machining parameters is wrong.
FYI this is not slow motion, but rather stop-motion, electron microscopes can’t go fast because of quantum physics ;-)
Also, the 2nd one shows very nice shearing, the rest look like a snow plow :D
You can see what happens during hard turning. The chip is so hot that it glows incandescent, but not until the stream is a few centimeters away from the tool! The only way that I know for this to be possible is if the chip recrystallizes, releasing heat.
So, what we take away from this:
The chip right as it leaves the tool is in some sort of plastic, amorphous state.
The tool doesn’t even see all the heat of the energy it put in the chip.
Tool geometry is very important, and if you get your settings just right you can make the tool last for a very long time.
“They remove quantities of steel .. with a slightly tougher piece of steel” – actually the important part is that it is a somewhat harder piece of steel, tool steel is typically not tough at all, it’s easy to snap tool steel in use. I find it a wonderful thing that some steel is amazingly tough (I don’t think anything other than wood and fibre reinforced plastic compete with steel for toughness) and some can be made amazingly hard.
Steel is a wonderful and amazing material. Even if composites ones could outperform it, they will never have manufacturing efficiency of steel, its price, and hem.. weight also…
You’re absolutely right, though I’d like to mention that wood is even easier to work with and much cheaper :) That’s why we make houses and furniture out of wood unless we have some special requirements. Plywood is the other wonder material.
It is actually quite light too, especially for its strength.
There is also low density steel alloys being developed for use as e.g. vehicle armor. Beats titanium in specific strength.
That sounds very interesting, do you have a link? I can’t imagine how they would make steel less dense, perhaps they make a foam?
I thought “that lathe looks oddly familiar”, then I saw the byline. HaD + QuinnDunki could be the start of something beautiful :D
Or maybe the ninth of something beautiful? ;-)
https://hackaday.com/author/blondie7575/
Just what I expect from someone who’s initials are Q.D. (cutie).
B^)