Lathes are complicated machines, and buying one requires weighing a lot of options. We’ve already talked about buying new Asian, or old American machines (with apologies to the Germans, British, Swiss, and all the other fine 20th century machine tool making-countries). We also talked about bed length and swing, and you ain’t got nothin’ if you ain’t got that swing. Let’s talk about the feature set now. If you’re buying new, you’ll shop on these details. If you’re buying used, knowing the differences will help you pick a good project machine.
Imperial or Metric?
First and foremost — Imperial or metric? If you’re buying a new machine and you reside outside North America, the answer is, of course, metric. If you’re in North America, however, the choice is less clear. The gut instinct may be to go metric because it’s modern and “obviously better”, right? Well, not so fast. Most stock, hardware, and tools in North America are still more readily and cheaply found in Imperial sizes. You can go all metric, but you will be swimming against the current. That ivory tower has a lot of stairs, so think hard about how badly you want to sit in it.
The next statement will shock and anger many of you, but here goes. For machine tool work, there is minimal practical difference between the two systems of measurement. Both have advantages and disadvantages. Before the Metric Squad spools up their decimal angry commenting machines, allow me to explain.
For dimensioning tasks in the typical range of machine parts (say, smaller than your hand), Imperial is easier. Thousandths are very convenient because everything is an integer, and common tolerances for press fits, hole clearances, etc, are all easily expressed and measured. With metric, you’re dealing in fractions of a millimeter, and there’s a lot of decimal points.
When working with hardware, such as drilling and tapping holes, choosing and measuring fasteners, and so forth, metric is definitely nicer. Metric drill sizes are easier to manage than the wacky Fraction-Letter-Number system that Imperial evolved into. The relationships between holes, threads, and fastener dimensions in metric are logical and easy to manage. With Imperial, you tape a chart to your wall and look at it a lot.
My personal recommendation is to be comfortable with both. Either machine can do both, though all tasks will be easier in the system the machine is designed for. Choose measuring tools that have both systems. Lots of the best books on machine shop theory and practice were written before metric existed, so be bilingual in your systems of measure.
Powering These Powerful Tools
where were are today.
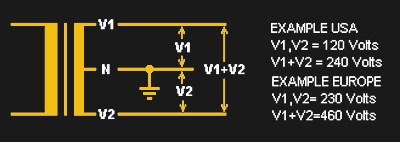
[Image Source: Split Phase Power by Charles Esson CC-BY 3.0]
For newer Asian machines, an exciting new option exists — brushless DC. These lathes get a lot of torque for their size. One horsepower for 10amps is typical, and that’s a lot of power for a small machine. You also get infinitely variable speed control for free, which is a huge advantage (especially when you’re first learning the dark art of feeds and speeds).
Choosing Power Feed Options
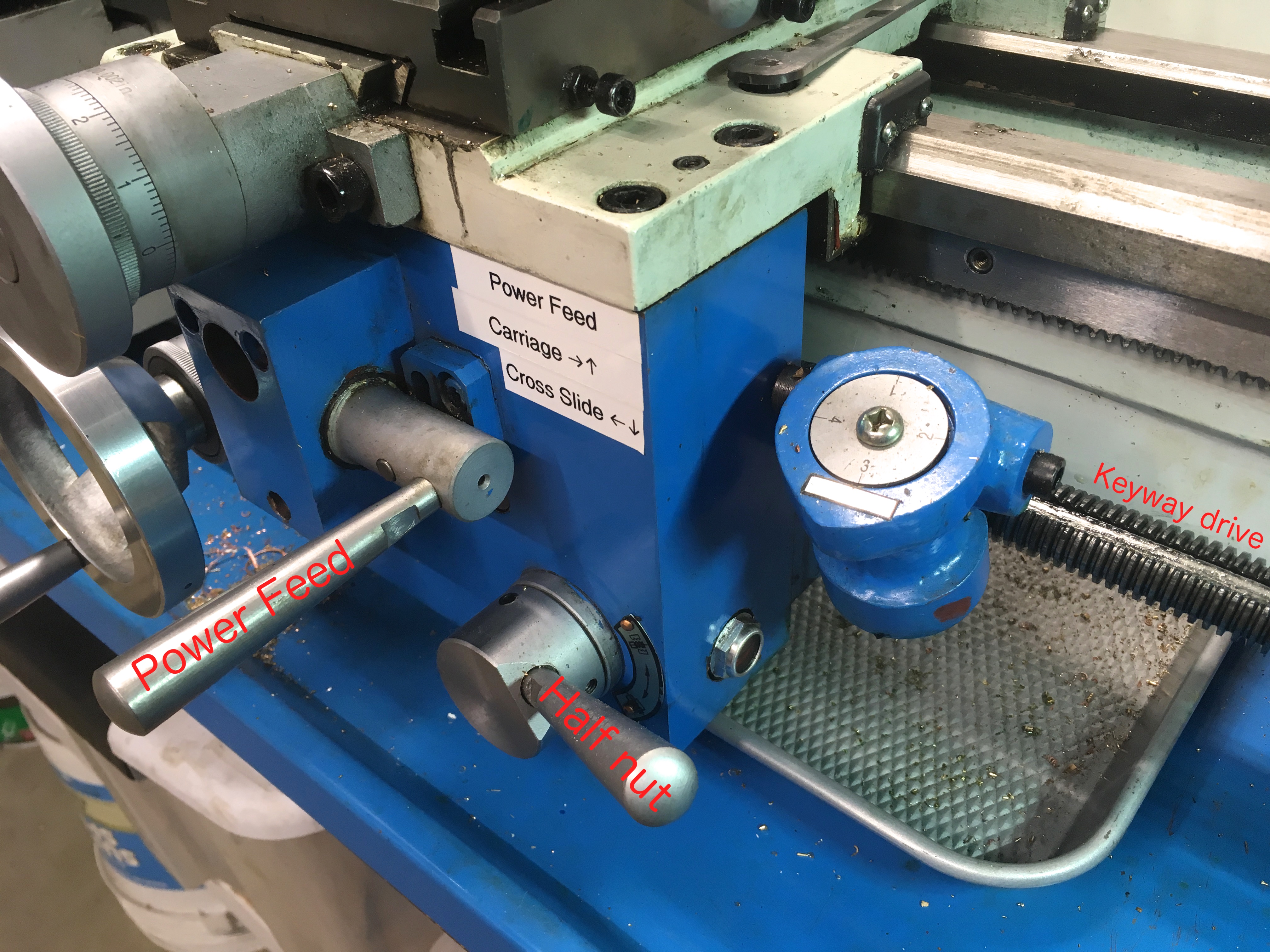
The next thing to think about is power feed. Most lathes have it, but it comes in many forms. Power feeding is valuable because it yields better surface finishes, and takes much of the tedium out of long operations. It’s also how single-point thread cutting is done — the drivetrain is synchronized to generate the right helix for the thread you need.
Almost all machines will have a half-nut that clamps to the lead screw for cutting threads. The cheapest machines will also rely on this for power feed. The next level up in quality will have a separate clutch (in addition to the half-nut) for driving the carriage. This is typically done with a keyway that runs the length of the lead screw. A keyed gear in the carriage taps power off this, without engaging with the threads of the lead screw. This is a nice compromise because you don’t wear out the leadscrew threads, but the machine remains inexpensive. Larger and higher-end machines will have a dedicated driveshaft running parallel to the lead screw to drive the carriage. You may see multiple shafts running parallel, some for power transmission, some for various control functions. It gets crazy up there in the clouds with the likes of Monarch and Lodge & Shipley.
Benchtop machines typically only have longitudinal power feed (the carriage, or “X-axis” if you like). Some higher end bench top machines are now starting to offer power cross-feed as well, and this is a very nice feature if you’ll be facing larger diameter pieces. It also helps get smooth parting operations. Larger machines will have power cross-feed de rigeur.
The final element of power feed is the driving of the lead screw. This can be done with change gears, a transmission, or some combination thereof. Low end machines will have only change-gears, which means you need to physically swap out gear sets for every change of feed-speed that you want. This is the road to hell. Look for a quick-change gearbox with three or more speed options. Some also have a reverse feed option, which is a nice touch, because you can cut left-hand threads. Higher-end machines will have transmissions as complex as a tractor, with all manner of speed and direction options. These are great to use, but be wary of complex gear boxes if you’re doing a restoration project. It’s easy to underestimate the complexity of the drivetrain in these beasts, and many are filled with unobtainium parts that were abused by some gear-jamming rig jockey of years past.
Tool Posts
Now let’s talk tool posts. These days, lower end machines will have a four-way tool post, which holds one cutting tool, and three things to slash your hand open when you brush past them. Tool height is set with shims and a lot of swearing.
For a little more money, you can generally get a Quick Change Tool Post. On these, tool height is set with a thumbscrew on the tool holder, and the setting is permanently “saved” with each tool. QCTPs are all pretty much based on the Aloris design of years past. Cheaper ones will have a piston lock, slightly better ones will have a tapered wedge lock. Both are fine. Let’s be clear on this point: get a quick change tool post. It will change your life (and get you addicted to tool holders). Just make sure it’s a standard size, like AXA or BXA. Otherwise you’ll spend a fortune on tool holders, and trust me, you never have enough tool holders. I throw a couple on the invoice with every order I place at suppliers like MSC Direct or LittleMachineShop, and it’s still never enough.
Really old machines will have “lantern” tool posts, which use a curved wedge to set tool height and angle. Purists like these for the old-timey aesthetic, but they aren’t very rigid and you had best not be in a hurry when setting one up.
Chucks, Rests, and Other Accessories
The last major thing to look for is what accessories the machine comes with. If you only get one chuck, make it an independent four-jaw. It’s easily the most versatile. Three-jaw scroll chucks are a convenience (and they are turbo convenient) but you will need an independent four-jaw for true precision work. You also want a faceplate for all the odd-shaped things. Exotic options include a collet chuck, 4-jaw scroll chuck, and six-jaw chucks. These are very expensive new, but older project machines often come with great stuff like this. Buy all these extra chucks new if you are made of money or because you hate me and want to send me photos of nice things I can’t have.
Also worth noting are the rests. Any machine should come with a steady-rest, which is used to support the end of a long piece when the tailstock would be in the way. Less commonly used is the follow-rest, which rides on the carriage and applies counter-pressure to the back side of where the tool is cutting. This is useful for working on long thin pieces, where the work would deflect under cutting pressure. New machines will come with both rests, but old used machines may not. These can be hard to find for a vintage machine after the fact, so try to make sure you get a steady-rest, at least.
Weigh These Options Carefully
If you’re shopping for a lathe (and you should be) you’ll quickly find that every machine differs along one of these vectors. There are a lot of choices, even within the same brand and size range, so research carefully. When buying new, I recommend downloading the manuals for the machines to see exactly what features they have. When buying used, learn to scrutinize grainy flip-phone photos on craigslist for desirable details like a separate drive shaft for the carriage or a dusty old collet chuck sitting in the back. Like buying a car, buying a machine tool is an exercise is cross-referencing the features you want with the features you can afford, to find your own sweet spot.
Happy lathe shopping! Next time we’ll talk about getting ready to receive your new machine, and setting up its new home in your shop.














But can it turn undead?
Yeah, if you get chuck dolly. Or chucky doll, I don’t remember which it was.
No but it can turn you dead!
You catch em, i’ll turn them
where in Europe do they have 230V split phase?
It’s not split phase exactly, it’s 3 phase Y (or star,for the old term). Phase to neutral is 220-240, while phase to phase is 380 to 416. Try http://electrical-engineering-portal.com/north-american-versus-european-distribution-systems
Thanks, I’ve been meaning to look this up. I was a bit confused when I first rented a house here and found that the furnace takes 380.
I know it is 3-phase, but the drawing shows 230V split phase which I’m not sure exists anywhere
It has existed in the past, named biphase. it was a nightmare.
https://en.wikipedia.org/wiki/Two-phase_electric_power
split phase is not the same as two phase
Indeed fonz,
That diagram re center tapped 220V as I understand it mostly applies to USA
and perhaps any other countries with 110v.
I also understand the center tapped 220v was the best way to get around the
110v current and power delivery limitation compared to 220 and 240v systems,
ie. In Australia we can pull 3600W from two wires whilst max in USA is 1650W,
hence the center tapped work around as intermediate before 3-phase…
The one way inch vs metric really matters in a lathe is in the gearing for cutting threads. If a lathe only has gearing for metric, it will not be able to cut US threads. So, either pick a system and stick with it, buy a lathe that has both sets of gearing, or buy CNC.
That’s not strictly true. My Imperial lathe with Imperial change gears will cut almost every metric thread. There are clever gear arrangements that make it come out right. There’s usually one or two pitches in the other system that can’t be done with the included gears, but in a pinch a new gear with the right tooth count can be bought or made.
But to what accuracy?
Many are close, but will bind for moderate engagements, and fail under heavy load in free engagements due to the reduced contact length from mismatched lead.
With a conversion gearset, any metric can be cut using an imperial, and vise versa, with common toothcount gearing. The ‘standard’ is a 127 tooth and a 50 tooth gear (25.4mm==1inch, so 127mm=50inch), but 47T and 37T is close enough up to about 25 or 30 thread engagement.
Yes, this has been my bane with instruments that, for US compatibility, have a mix of metric and imperial, and users that don’t know the difference. M4-0.7 and #8-32 are close enough to make a mess of an aluminum microscope housing, and a #8-36 will fit surprisingly well, until it wedges solid due to the oversize pitch diameter and thread lead mismatch. There are others that are closer, and will still make a mess of things unless the male threads are quite undersize or the female oversize.
^50 inch^ 5.0 inch
It’s all about whether your machine includes that 127 toothed gear or not.
and even if you have the right gears disengaging the half nut and using the thread dial will be tricky
Not tricky but when cutting metric threads with a US lathe or US threads with a metric lathe (equipped with transposing gears as appropriate) you cannot disengage the half nuts. The lathe has to be reversed to drive the carriage back to the start to cut the next pass.
When cutting threads matching the lathe’s native measurement system you can disengage the half nuts then crank the carriage over to the right then watch the thread dial for the right time to engage the half nuts.
you can disengage the half nut but it is tricky, https://youtu.be/HXt4TWa382Q?t=6m57s
US threads is a very US-centric expression… I’m sure you know there are also British threads.
I do feel like this is an advantage of a lathe without a gearbox, but with a banjo that can accommodate two or three gear pairs: in his very useful book “the amateur’s lathe” Lawrence Sparey goes through the calculation system for approximating a given thread pitch with the gearset you have. I can get all the metrics to within about 1.5%, most of them less than 0.5% error, and can do real oddballs like the 27 1/4 tpi (as best I can tell) thread pitch on my old Triumph Spitfire speedometer cable, that goes to a service interval counter that they apparently really didn’t want users to swap out. Sure it’s a lot slower, but it’s like the independent vs self-centering chuck tradeoff. You’re going to desperately want the capability some day.
Well, that’s not what he described. A metric-only machine is just that: metric only. Exact inch/metric change gears require a 127/100 tooth gear cluster, but you can actually get by with a approximate 47/37 tooth gear cluster. The cumulative error on four inches of thread is about 0.0008″, well under the tolerance limits.
The big difference, and one of the major things missing from the write-up, is that cutting metric threads on most lathes is a royal pita, even if they have a metric leadscrew. Because of the way metric threads are specified, metric threading dials are complicated and error-prone, even on metric lathes.
We’re technical here, what about an electronic gearbox? A position sensor, micro for programmable divisions, and a stepper to turn the output. In theory you can then get any ratio, if you are willing to accept interpolated pulses assisted with the inertia of the system.
It can be done, but if the machine isn’t designed for it from the beginning, it is tough, as spindle position sensing needs to be fairly high resolution. I considered it on an atlas, and decided against. When I need metric thread, I use 47 and 37 tooth gears, which is 2 parts in 10^4 error.
Here you go. http://www.autoartisans.com/ELS/
Or just have an extensive set of taps and dies? I will consider myself capable on a lathe when I can cut anything resembling a thread on it, but for now I will just use the extensive set my dad has (Honestly, every time there is a slightly specialized job the right tool is just pulled out of somewhere he has so many wee things like them)
I routinely have a horrible time getting dies started, and often single-point a starting cut that the die can grab.
Taps and dies are nice for some purposes. Drawbacks:
-Anything over 1/2″ increases in price rather dramatically.
-Variety of threads also increases over 1/2″; there’s NC, NF, and often several “special” threads.
-Threads of a tapped hole are often (slightly) non-concentric with the drilled hole. Using a drill press to hold the tap can reduce that to a negligible amount.
-Threading with a die is somewhere between an annoyance and a nightmare depending on length. Off-center is a real problem even with a guided die or a lathe-held die.
–
“Buy all these extra chucks new if you are made of money or because you hate me and want to send me photos of nice things I can’t have.”
B^)
A few points: threading must match. If you work primarily with metric threads,you need a metric leadscrew. If you work primarily with imperial threads, match it. Otherwise, it matters not one whit. You will generally work to measure (measuring with a separate tool) if you don’t have a digital readout that does both. The dials on the lathe are rarely used for final dimension.
If you will be threading, you want quick change. Manual change gearing is anywhere from annoying to horrid, depending on the machine.
A taper attachment is also useful, but far from a necessity, but a taper and profile set can be shop made.
My lathe is an Atlas. The most phenomenal and life changing accessory I bought for it was (as the writer recommends) an Aloris style quick change tool post. The “stock” option was a lantern style tool post and what a nightmare. I cannot recommend this too much. If you want to do any real work with the lathe, get one of these. Mine is a nicely made Chinese tool post. A genuine Aloris would cost more than I paid for the lathe. No regrets at all about what I bought. It was the smallest standard size made, I think AXA, but my memory sucks.
For an atlas 10 or 12, AXA. There is the occasional need for a lantern type when using a tool that needs an odd angle or is an odd size, but rare. More often, but still rare, is the need to directly bolt a tool or accessory down in place of the tool post for added rigidity.
There are 0XA’s that nicely fit the Atlas 10’s younger sibling, the 618, and, yeah, it’s a fantastic improvement to a lathe, especially if the QCTP is steel. (I had an aluminum qctp and it flexed quite a bit.) Quinn, who wrote the article, also pointed out, on her blog, that you can 3d print an adaptor to stick your DTI on your QCTP, since it doesn’t need the stiffness of metal. It is a fantastic addition for centering stuff precisely.
I did just find a single use for a lantern toolpost. You can cut convex/concave curves with it. Loosen the compound slide a little bit and swivel it by hand. QCTP is off to one side so it describes a weird arc.
A used bench lathe in America is almost never metric threads/gear sets, and many don’t understand CNC equipment is not the primary choice for machinists… but rather intended for machine operators. Although many here will understand why most shops will have both types of machines… most already know the article’s comment about tooling price is incorrect.
1. Real US/Japan/German tooling costs money, but will last decades if treated right (note: not made from Chinese drill rod)
2. Carbide on small machines isn’t useless for hardened work, but is less forgiving than re-sharpened cobalt HSS cutters
3. Real equipment is heavy for a reason, as sand/lead filled cast iron is more stable under vibration. It is not very wise to look for remote sources, as the probability of damage during shipping becomes almost certain.
Things people need to understand
4. Single phase equipment is usually physically smaller, but more expensive given the demand
5. Metric gears and threads are MUCH easier to understand, and certainly recommended for new folks
6. While you can cut metric/standard on a standard/metric threaded machine, you shouldn’t do it: as especially CNC equipment will have nonlinear accumulative positioning errors that can cause surface alignment problems.
7. Many modern low-end import components like roller-bearings are usually secretly metric tolerances (get your micrometers out, and be prepared for a nasty surprise…)
8. a 3-jaw is usually fine for general work, as the machine is likely going to be damaged by a new user anyway
9. stuff wears out, and the older wear surfaces get more sloppy over time.. it may be broken in ways you can’t understand yet, and shouldn’t be serviced by an amateur.
10. newer doesn’t always mean better… as equipment made to look good… may not deliver on the functionality side. (hint: plastic, aluminum, and thick textured paint should be warning signs .)
11. Most engineers are not machinists, but I recommend students take the time to at least understand what the trade provides (usually masters of sustainable equipment design advice) before leaving campus.
12. Assuming your district even offers 3-phase power, the motors are usually more powerful
13. Most modern VFD controller users don’t care if the machine’s motor is switching rated (most older machines can’t use this tech, and people can burn off the brushes or windings fairly rapidly…. you will get a dozen people who will try to BS you on this point… but don’t do it if you wanted a long term option.)
=)
What do you mean by “CNC equipment will have nonlinear accumulative positioning errors”?
It is the property of quantized positioning systems limited by either mechanical drive or servo sensor resolutions.
For a trivial example:
a 5/8 acme thread with 1/8 pitch has 8 (rotations) threads per inch
A 0.9’deg stepper in half step mode has 800 steps per rotation
In theory this gives 1/(8*800) inch/step resolution…
but consider the ideal case when the part is dimensionally aligned and designed to fall on the exact discreet full step positions… the actual errors will surprisingly be within the backlash/rigidity limits of the machine, and not really depend on the motor step resolution.
Ok, stay with me now…. consider what happens when your metric design falls on a partial division in the CAM software (not necessarily half way as life isn’t that kind)…. your motor resolution isn’t the issue here as the machine has no way of getting the size right without adding or dropping a position… thus you are always off by a thou on this machine and can never be sure if the walls of a pocket are square or some random rectangle. It is like a bad specter that haunts people who think it doesn’t apply to them, as it depends on the part and where you touch off in the next operation (a part will increase the probability of +-1 step errors for each cut path).
Beer is good
Milkshakes are good
Beer milkshakes taste awful
Don’t mix thread types, and your life gets much easier
I refurbished an Isel CNC router, adding a a DeskCNC controller. The ball screws are metric, with 4 mm/rev, and the steppers are 800 steps/rev.
Do you suggest setting up the CNC software in metric mode? This will primarily be used for PCB routing, and I do my boards in metric. Though all my tooling will be imperial.
A VFD hasn’t hurt the 1943 vintage 3HP motor on my Monarch 12CK. ‘Course I’m not running it 8 hours or more a day like it may have been during WW2. One thing that can be done is to mount a wire brush on the motor housing so the bristles drag on the motor shaft. That’ll provide a path for any odd electrical charges to go past the bearings instead of possibly arcing between the balls or rollers and the bearing races. There are commercially available washers with metal bristles on their inner diameter for this.
But unless you’re running an old motor a lot with a VFD such issues aren’t much concern.
I had a much newer, physically much smaller, 5HP 220V single phase motor I thought about putting on the Monarch, but the 3HP beast is inside the base under the headstock and would be a huge pain to extract. Then I’d have to build a base to raise a new motor’s shaft up to the right height. Things to do IF the original motor ever has a problem.
IIRC “Imperial” has not been Imperial since the early 1800’s. The U.S. uses the U.S. Common Measures. If someone looks up real Imperial measures and uses them, their project will not turn out as expected.
Yeah, “Imperial” is just reverse marketing. Like me calling metric “French”. Standard or SAE is what we call it.
And, in fact, the exact length of the inch was changed in the 1930s when it was pinned to the metric system with the recognition of the international meter. (https://en.wikipedia.org/wiki/International_yard_and_pound). This is why the conversion between inch and metric is so neatly the exact number 25.4. The difference is minor, but now in reality we’re *all* on the metric system. If you have an antique micrometer, its scale is very slightly incorrect.
One thing I still desire and contemplate for my Atlas is a collet setup (and set of collets).
Making the nose and drawbar for 3c is pretty straightforward, and 3c are available, if pricey. I went with ER32 and made the holder. Collets are reasonable in price and have decent range and decent concentricity. Not ideal, but on an Atlas, you are not likely to hold tenths no matter what.
Get an ER32 with a MT2 or 3 that fits the spindle. You have to fabricate a drawbar. Mine’s a piece of allthread with a nut and a fender washer on one end. You won’t regret having one. If you look around on ebay every once in a while you’ll see an affordable collet chuck that threads right on to the spindle, so you can do through-spindle work.
I have a 3 and a 4 jaw chuck and use the 3 jaw essentially all of the time. The 4 jaw is certainly nice to have and was just the thing for holding a square plate while cutting a circular recess. It is certainly true that a 4 jaw allows a higher degree of accuracy in setup — but I have yet to need that level of precision. YMMV
What’s happened to the lathe in the picture? It looks like it’s hemorrhaging in its packaging box. (c:
Good info. A (metal) lathe is on my wish list. One day…
A feature you really must consider when lathe shopping is the spindle bore diameter. For this, larger is better. No matter what size the rest of the lathe is, you want as big a bore as you can get. Why? Because you *will* at some point have something you need to turn that will be too large to fit through the spindle.
Old lathes, especially pre-WW2 designs, tend to have smaller spindle bores, even on some quite massive machines. I got a newer Asian 13″ lathe mainly because of its 1.5″ bore. My 1943 Monarch 12CK (14.5″ swing) has a bore smaller than 1.375″.
I had a 1920’s LeBlond Rapid Production, its bore was also less than 1.375″ despite having around an 18″ swing. It was an unusual lathe due to being an engine lathe. The Rapid Production line were normally turret lathes without a lead screw, quick change gearbox, or back gear. This one had all of that, and the separate power feed rod and the clutch/brake for the spindle. In spite of its 7 foot overall length and 2800 pound weight, distance between centers was only about 25″.
With metric, you’re dealing in fractions of a millimeter, and there’s a lot of decimal points.
Why is that a problem?
The biggest benefit of metric is the ability to change scales (kilo,mega and the otherway milli,micro).
So if i want to measure 1 millionth on a meter i simply say ‘1um'(micro meter),
What is one millionth of a foot?
I assume this is one reason semiconductor manufacturers use metric (lithography at nano-meters etc).
I was about to point out the µm measurement. 100µm is a shade under 4 thou.
Came here to post this.
How is dealing with thousandths of an inch easier than dealing with thousandths of a cm or mm? In metric almost everything is a thousandth of something. 1000nm = 1µm, 1000µm = 1mm, 1000mm = 1m. OK, a cm is a hundreth of a m.
It’s just so much friggin easier. Especially if you see the big picture like “I want to make a part that has a diameter of 12mm, my raw stock is 15mm thick, i need to lose 3mm which means cutting to a depth of 1.5mm.” Boom, done.
You’ve missed the one thing I see critical on any lathe used for anything remotely serious, before we get to threading, tapering, precision work requiring a 4 jaw chuck, etc, and that’s a Digital Read Out (DRO). Imperial vs Metric is then irrelevant too (apart from gearing for threading). Then a decent quick-change toolpost, and then some decent tooling (whether that be carbides or HSS, depending on materials to be cut).
I’m going to have to politely but strongly disagree.
You can get very good work off a lathe without a DRO, equally good work without a quick change tool post. You CAN’T get good work off a lathe without decent cutting tools. Get decent tooling FIRST. You can compromise on the rest until you can save up for it. And I’d consider the DRO LAST actually. I’ve learned to work on a lathe the oldschool way with nonius readouts and frequent measurement of the workpiece using calipers and micrometer. Yes it’s slower, yes a DRO makes life easier, but i’d take good cutting tools and a quick change toolpost over a DRO equipped lathe without those any day.
note that older lathes are often designed to run off overhead pulleys (place near me has a big waterwheel and tuff like that set up) and it is reasonably handy to add whatever motor you have available (For some reason my Granda has like 5 big electric motors off lathes, but we bought new for our big lathe to convert it from 3 phase). Also,for impromptu milling, is a Chinese milling table attached to the tool holder advisable?
When it comes to quick change tool posts, I’d highly recommend going for the European style QCTPs instead of the dovetail Aloris style. (Random aliexpress example: https://www.aliexpress.com/item/TOOC3-400-700mm-lathe-swing-40-position-quick-change-tool-post-set-European-style-contain-5pcs/32419870882.html). They’re more accurate, stiffer and in my experience faster to work with. (the Dovetail on Aloris type qctps can be fiddly to align)
“With metric, you’re dealing in fractions of a millimeter, and there’s a lot of decimal points.”
Which is why most pro machinist in metric use hundreds, or micrometers (mu’s when spoken). This really isn’t a “thing”.
Have industrial band saw
If this had copper lead screws it would be the spitting image of the lathes the Egyptians (or the aliens) used to build the pyramids.
Did you know? This is the first Google result for the phrase “Are lathes sexy”
Also I see you, VFD.
> Benchtop machines typically only have longitudinal power feed (the carriage, or “X-axis” if you like).
That’s the Z-axis on a lathe…
Metric is always easy, it does not matter if you are talking astronomy or the smallest machine detail. We have meters, desimeters, centimeters, millimeters, micrometers, nanometers and so on. Just by moving the comma. When you imperial guys talk about how easy and convenient your tousands are, then you are just doing imperial the metric way. Everything is boiled down to to´s.