When you see something made from metal that seems like it would be impossible to manufacture, chances are good it was made with some variety of electrical discharge machining. EDM is the method of choice for hard-to-machine metals, high aspect ratio hole drilling, and precise surface finishes that let mating parts slip together with almost zero clearance. The trouble is, EDM is a bit fussy, and as a result hasn’t made many inroads to the home shop.
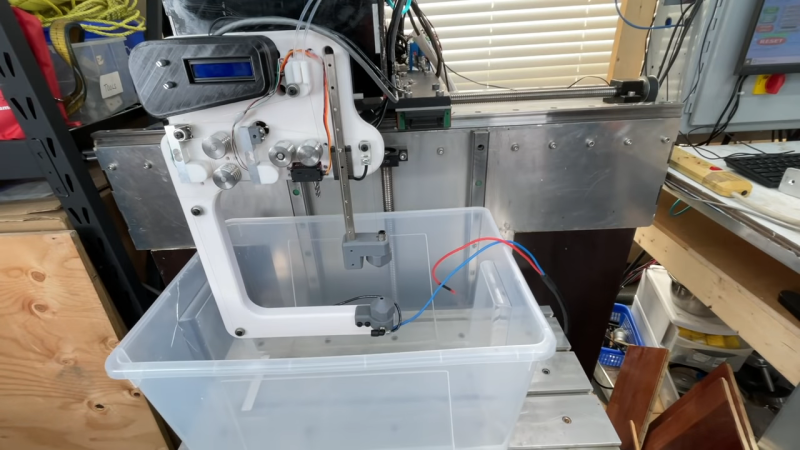
[Action BOX] aims to change that with a DIY wire EDM machine. In wire EDM, a fine brass wire is used as an electrode to slowly erode metal in a dielectric bath. The wire is consumable, and has to constantly move from a supply spool through the workpiece and onto a takeup spool. Most of the build shown in the video below is concerned with the wire-handling mechanism, which is prototyped from 3D-printed parts and a heck of a lot of rollers and bearings. Maintaining the proper tension on the wire is critical, so a servo-controlled brake is fitted to the drivetrain, which itself is powered by a closed-loop stepper. Tension is measured by a pair of strain gauges and Arduinos, which control the position of the shaft brake servo and the speed of the motor on the takeup spool.
Unfortunately, in testing this setup proved to live up to EDM’s fussy reputation. The brass wire kept breaking as soon as cutting started, and [Action BOX] never made any actual cuts. There’s certainly promise, though, and we’re looking forward to developments. For more on EDM theory, check out [Ben Krasnow]’s look at EDM hole-drilling.
[Alen] sent in the tip for this one. Thanks!














If you want to see another home built wire EDM setup check out the videos from BAXEDM: https://www.youtube.com/channel/UCy4kgsAYxcraee8w5SfqXPA/videos
He’s got a working setup with some pretty impressive results.
wEDM machines also have diamond guides for the wire, as the wire running is abrasive/erosive. Tou need a means to square the wire to the workpiece. Typical clearance between to top head and the workpiece is .002″.
I’ve looked into building an EDM machine before, as there are a lot of attractive features to such a machine, such as being able to cut metal without needing a highly rigid frame. The mechanical system shown here has quite a nice design to it in this regard.
unfortunately, to get EDM working properly requires quite an advanced power system. You need to feed a pulsed DC signal at several hundred volts, a few hundred watts peak, and high frequency into the wire, and then monitor the voltage drop across the resulting sparks to monitor the gap between the wire and the metal. This data needs to be fed back into the motion system to keep a constant small gap between the wire and the metal. If you let the wire touch as in the video, you will dump all that power at a single point, damaging the wire, and possibly welding it to the part at the resulting weak point, leading to it snapping.
There are a couple schematics floating around the internet of setups that do all of this, but none of them are simple circuits, simply due to needing low voltage feedback from a high voltage, high power, high frequency system. Most are a little dated, and with modern MOSFET tech a simpler design likely would be possible, but it’s not your simple Arduino circuit. If I had the time, I’d consider building one, but time is short these days.
Also, a hidden cost of these machines is that they use up brass wire at quite a rate. This ends up being a major running cost, and flips the thought of “just cut metal with electricity” a bit. As a result, I’m a little less inclined to put a lot of dev effort into one of these. Still a cool project though, and good luck to the author of the video!
Here is one such design, can’t personally vouch for it’s functionality, but it appears to be a well thought out design:
https://cscott.net/Projects/FabClass/final/Schematic/edm-power.pdf
As far as I understand one should really strive to precisly measure and control each pulse to
– have a precise field strength at the beginning with which you control the gap
– deliver a precise amount of energy
– leave a precise amount of time for a conductive channel to fully close (molted, dissolved, broken material to be flushed out with fresh dieelectric)
Most of the old designes out there do not do that because they are from non-mosfet AND non-mcu era.
Wow, water cutting sounds so much easier now!
The wire cost isn’t that great. Total running costs for an industrial wire-EDM machine are in a $3-4 an hour range. Which is inexpensive for the work being done.
The power supplies are also a mostly solved problem. There’s several well documented/demonstrated DIY controllers, there’s spark eroder controllers from China, and there’s the BAXEDM box from the Netherlands, that are all demonstrated to get the job done.
IMO wire-EDM is an underexplored but vital part of the amateur metalworkers toolchain. It provides amazing capabilities, especially when you’ve got time on your hands, with little in-process complexity, and solves many of the common issues with amateur precision machining that mainly come down to experience, so long as you’re willing to use it as a part of a toolchain and not a magical all-in-one process.
Adding wire-EDM to my toolbox has been an incredible boon for productivity doing machining commercially, and I don’t even have one. Just designing around wire-EDM as a step in going from raw stock to a finished part has saved countless hours and headaches for short run/one-off/prototype work.
WTF you kurwa talking about! that’s below minimum national wage in Poland! (19.70zl/hour in 2022) As an embedded software engineer!? The cashier at your local store earns more! What is wrong with you people?
>but it’s not your simple Arduino circuit.
Could you use a NE555 instead?
Also he is is missing filtration and active flushing. The pump he used is way too gentle for the kind of cut he tests with.
Not to mention setting electrical parameters for material thickness, cut speed, material type, and cut speed.
It’s a start but for anyone who has worked with these machines in a shop, you will see there are many critical components missing.
He has the right idea starting with a sinker edm, but milled carbon and oil should be used for fluid and electrode.
I always have Electronic Dance Music playing in my home workshop. Oh, wait….
Every time I see EDM in an article title I immediately think of what the article is not about…
+1
Was wondering if a MIG welding machine would be a good starting point for a wire EDM. It has a wire transport echanism and a power supply. You would need current sensing and wire take up mechanism.
This wire feed bit reminds me of MIG. I wouldn’t use a wire feed machine for most things anyway. There are sturdier electrodes for a reason you know.
I worked on an Agie wire eroder too many years ago, the wire tension was by adding a weight that matched the wire diameter and material, which was guided by tiny vee blocks made from some sort of glass they provided what they called technologies, which were settings appropriate for different material, finishes etc, the workpiece was not submerged but had a waterflow, which was passed through filters, deionised and cooled, I programmed with a twin floppy HP, before hard disks, and output to punch tape. the leadscrews were laser mapped for accuracy, it could produce, in those days, phenomenal close tolerance parts, the top guide had XY movement which produced tapers, I think the secret with EDM is the power supply and feedback system.
See this machine
https://www.youtube.com/watch?v=8gjdXbLPsxE
Could you use this thing to make PCBs?