At this point, 3D printers are nearly everywhere. Schools, hackerspaces, home workshops, you name it. Most of these machines are of the extruded-filament variety, better known as FDM or Fused Deposition Modelling. Over the last few years, cheap LCD printers have brought resin printing to many shops as well. LCD printers, like their DLP and SLA counterparts, use ultraviolet light to cure liquid resin. These machines are often praised for the super-high detail they can achieve, but are realllly slow. And messy — liquid resin gets everywhere and sticks to everything.
We’re not exactly sure what [Jón Schone] of Proper Printing was thinking when he set out to convert a classic printer to use resin instead of filament, but it had to be something along the lines of “Can you make FDM printing just as messy as LCD printing?”
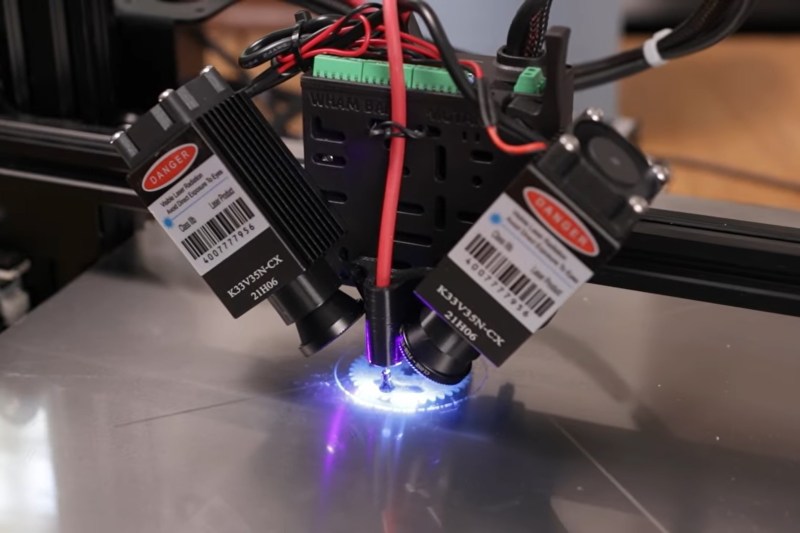
It turns out you can. His extremely well-documented research is shown in the video below, and logs his design process, from initial idea to almost-kinda-working prototype. As you may expect, extruding a high-viscosity liquid at a controlled rate and laser-curing it is not an easy task, but [Jón] made a fantastic attempt. From designing and building his own peristaltic pump, to sending a UV laser through fiber-optic cables, he explored a ton of different approaches to making the printer work. While he may not have been 100% successful, the video is a great reminder that not all projects have to go the way we hope they will.
Even so, he’s optimistic, and said that he has a few ideas to refine the design, and welcomes any input from the community. This isn’t even the only new and interesting approach to resin printing we’ve seen in the last few weeks, so we share [Jón]’s optimism that the FDM Resin Printer will work (someday, at least).
Thanks to [Baldpower] and [electronoob] for the tip!














How about using thinned resin and an inkjet head?
I’ll leave that to you… my expectation would be that backscatter would cause excessive clogging in a device already prone to excessive clogging if not used with ink of very tightly controlled physical parameters, and even then, subject to excessive clogging.
Cannon dye printers only seem to clog from lack of use. The pigment printers do clog a little faster from the same. Epson is a different story. Lol.
You mean, like Stratasys’s PolyJet printer?
my work has/had one of these. very very cool. the ability to mix materials is cool.
the new one we got however has spent most of it’s first year in maintenance for some reason. seems to be fixed now. so now we have RGB printing as well as soft, hard, and transparent materials.
still not sure what we will do with all these options but hey we can!
My work got one of the new polyjet printers and the coolest thing is the ability to print rigid materials and flexible materials that are actually fused together. Living hinges have never been so easy!
That would be the Stratasys PolyJet system. It’s an incredible system. It’s also incredibly expensive and incredibly patented.
If stratasys’s history with simple enclosures on FDM printers is anything to go by, they intend for their system to stay that way for as long as possible.
Long as they did the work. It’s worse when someone hasn’t.
https://makezine.com/2022/06/07/when-patents-attack-3dprinting-the-hangprinter-is-in-perill/
If the history of 3D printing has shown us anything, it’s that patents only stop folks trying to sell things. That’s how the law works — it’s just a prohibition on selling stuff that embodies the technology in question.
The RepRap community existed as DIY for a while under the shadow of patents. Folks only made it commercial when the patents lapsed.
DIY all you want, report on your findings, and innovate. Worry about patents when you’ve gotten to the “should I found a company based on this technology” stage.
Good advice.
https://3dprintingindustry.com/news/markforged-challenges-continuous-composites-3d-printing-patent-lawsuit-210143/
Most inkjet printers use thermal heads, where a resistive heater boils a tiny pocket of ink to eject it onto the page. As you can imagine, the necessity for the substance to tolerate boiling (and be capable of producing enough vapor to make this work), without some of it polymerizing into the sort of perma-goo that haunts organic chemistry students, imposes constrains on the materials that can be dispensed this way. There are piezo-based printer heads that can tolerate a wider range of substances, which would probably be the thing to do here (though as noted below, that’s already a commercially available tech.)
I do not understand why you are using uv laser when you could just as well use uv led. The only good way to cure resin with uv laser underneath similarly that is done with resin printers. Also you can aim the beam with mirrors attached to steppers but that is a bit complex probably. I think another good application is to cure a layer of resin on top of pcb and then etch it. I am going to try the later.
The process is called Direct Ink Writing, plenty of literature available on it if you know where to look. But from what I’ve seen it’s not really used for structural parts, it’s usually for shaping exotic materials into complex structures.
And there’s literally nothing to be gained from using standard SLA resin. You just mix the worst features of SLA with the worst features of FDM. Where’s the resolution? The affordability and ease of printing? What’s the benefit?
If I had to use DIW, I’d extrude with a thixotropic fast-curing two-part resin, two different streams that meet at a mixing head/extruder, maybe add some accelerator. Or, for the simplicity and ease of adding stuff to it, just use a one-part resin that cures quickly in ambient air.
With proper self-curing resin systems it’s way easier to experiment with adding something like milimetre-sized aramid fibres, or ceramic microparticles. I.e. for doing what you’re supposed to do with Direct Ink Writing. And at least the two-part systems always offer a better strength-toughness ratio for your money.
If you really need functional parts made from a thermoset just make a PLA mould, seal the layer lines with wax, and cast some polyurethane resin into it. And remember to use the gloves and mask that you’re supposed to be using when dealing with photoresins – no need for the UV blocking glasses.
Lol “tastiest video”. Subscribed.
Very solar technic used by massivit, a high viscosity resin cured by a UV lamp as soon as it come out of the nozzle, require some finesse around the nozzle to make it doesn’t block…
Take a look on Massive printers. Same idea.
“These machines are often praised for the super-high detail they can achieve, but are realllly slow.”
They are?
SLA print speeds are different from FDM but not necessarily slower. I just printed a part that took 3 hours on an Anycubic Photon Mono and PrusaSlicer estimates it’d take 2 hours 40 minutes on a Mk3. Except I printed two of it which increases PrusaSlicer’s estimate to over 4 hours.
It really depends on what you’re doing and in my experience SLA is usually faster.
The photon mono isn’t SLA it’s lcd which is faster. They did say lcd though which makes no sense. Lcd print speed depends on height and resin and nothing else. So it can print anything with a big footprint much faster than fdm with 100% infill if you want it literally doesn’t change the speed. It is slower on smaller prints though since it takes the same amount of time no matter the footprint.
No mention of sharks in the comments? I am disappoint.
Common sense demands that you remove the lasers from the sharks first, or they drip all over your workbench and reek the place out with ammonia.
lay the resin down first then cure it, the laser should not be on the axis as the resin it should lag behind
Did anybody mention sharks and lasers?
https://www.lumindustries.com/blog/2018/4/1/lumi-tank-the-new-giant-3d-printer-by-lumi-industries
I wonder if the resin can be made to go through an ink jet printer cartridge. If so, the resolution could be made very high.