
My first job out of grad school was with a biotech company in Cambridge, Massachusetts. It was a small outfit, and everyone had a “lab job” in addition to whatever science they were hired to do — a task to maintain the common areas of the lab. My job was to maintain the water purification systems that made sure everyone had an ample supply of pure, deionized water to work with. The job consisted of mainly changing the filter and ion-exchange cartridges of the final polishing units, which cleaned up the tap water enough for science.
When I changed the filter packs, I was always amazed and revolted by the layers of slime and sediment in them. A glimpse out the window at the banks of the river Charles — love that dirty water — was enough to explain what I was seeing, and it was a lesson in just how much other stuff is mixed in with the water you drink and cook with and bathe in.
While we humans can generally do pretty well with water that rates as only reasonably pure, our industrial processes are quite another thing. Everything from power plants to pharmaceutical manufacturing facilities needs water of much, much higher purity, but nothing requires purer water than the specialized, nanometer-scale operations of a semiconductor fab. But how does ordinary tap water get transformed into a chemical of such purity that contaminants are measured in parts per trillion? And how do fabs produce enough of this ultrapure water to meet their needs? With some big chemistry.
Just the Water, Please
Although standards vary by industry, in general the level of purity reached by ultrapure water (UPW) is almost beyond belief, and suffers by comparison to something like drinking water. Even the purest drinking water is really a complex mixture of minerals and gasses dissolved in water, with a fair number of particulates suspended in it as well. As an example of how different UPW is from drinking water, the US Environmental Protection Agency sets the limit of chromium in drinking water to a mere 0.1 parts per million. But for semiconductor-grade UPW, the limit is 2 parts per trillion — 50,000 times less!
When you think about the scales involved in semiconductor manufacturing, the stringent UPW standards make perfect sense. The size of the features being etched onto silicon wafers varies by process node, but current processes can easily be killed by a particle only a few nanometers in diameter. For scale, a coronavirus particle is on the order of 100 nm. Control of particulates in UPW can be vexing, mainly because particles can come from just about anywhere in the piping, tanks, pumps, and vats of chemicals used in the purification process.
Particles aren’t the only contaminants that have to be dealt with. While the smooth, clean surfaces of a fab plant’s UPW equipment might seem like a poor place for life to flourish, bacteria have a proven ability to colonize even the most unlikely ecological niches. Biofilms can present a huge problem to UPW systems, and they can form anywhere that water is allowed to pool. Biofilms can contribute to both particulate contamination as well as total oxidizable carbon (TOC, aka total organic carbon), which is essentially the remains of dead bacteria.
Aside from particulates and TOC, the other main contributors to UPW contamination tend to be water-soluble substances, like minerals and gasses. Sodium is a big concern, mainly because it tends to be a leading indicator of trouble in ion exchange resins used to process UPW — more on that below. Silicates are a concern, too, as are dissolved gasses — oxygen is highly reactive and can easily oxidize the metal layers needed to build a chip, and carbon dioxide easily dissociates in water to form carbonic acid, which increases the conductivity of water and is detrimental to wafer processes.
Putting on the Polish
In a nutshell, water that’s going to be used to build chips needs to be as close to “just water” as possible. Getting it that way, though, requires a remarkable amount of effort. And it’s not just the purity — it’s the volume, too. A semiconductor fab uses a mind-boggling amount of UPW — two to three million gallons (7 – 12 million liters) per day. Building processes that can purify that much water to such stringent requirements, keep it at that purity until it’s needed, and recycle it where possible is a huge challenge.
UPW production begins with bulk treatment of the raw feed water. Steps here include processes that appear in most municipal wastewater treatment plants — the addition of flocculant and coagulant compounds to clump any suspended solids together, sedimentation to let the clumps settle out, and bulk filtration to remove the rest. These steps serve to remove the biggest, nastiest chunks — relatively speaking; the feed water for most fabs is municipal water that would be fine for human consumption — and prepare the water for the processes that will remove sequentially finer contaminants.
The next step is usually one or two stages of reverse osmosis, or RO. As the name suggests, reverse osmosis is the opposite of the natural process of osmosis, which occurs when an imbalance exists between the concentration of two solutes across a semipermeable membrane. The solvent tends to migrate from the side with low solute concentration to the more concentrated side, to even out the imbalance. In RO, the osmotic pressure is overcome by putting energy into the system with a pump, which forces the solvent (water) to migrate across a membrane to the side with lower solute concentration, leaving the solutes behind. The semipermeable membrane is engineered from a non-woven fabric support layer topped with layers of polymers such as polysulfone and polyamide, which form a barrier through which water can pass, but larger solutes cannot.
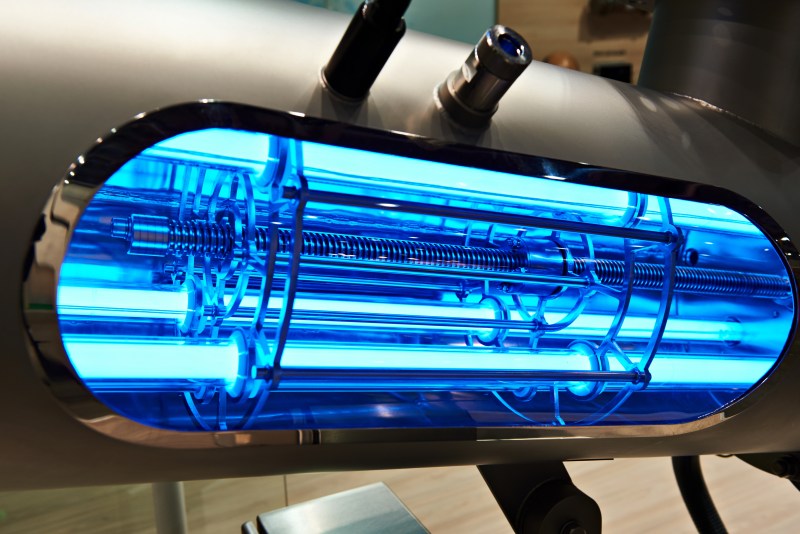
Ultraviolet light is used in several stages of UPW production. UV of the correct wavelength not only kills any bacteria left after the pretreatment steps, but also tends to degrade the biopolymers, like proteins, DNA, and RNA, in the bacterial remains. The more these macromolecules are chopped up at this stage, the easier they’ll be to remove during later stages of processing.
In order to remove electrically charged contaminants from the process water, ion exchange treatment is used. Ion exchange uses special polymer resin beads that have binding sites on their surfaces. The binding sites are either positively charged (cation exchanger) or negatively charged (anion exchanger). When process water flows over a vat of ion exchange resin, the charged ions that are in solution tend to bind to the sites in the resin with the opposite charge, effectively cleaning them out of the process water.
A variation on ion exchange, called electro deionization (EDI), is sometimes used as well. EDI basically combines ion exchange with reverse osmosis and electrolysis, using an electric current passing through multiple resin beds separated by semipermeable membranes to remove ions from the process water.
Measuring the Unmeasurable
After some final degassing step, the UPW is finally pure enough to enter fab processes. Or is it? That’s hard know, since UPW that’s clean enough to meet the fabrication process requirements is too clean to measure with any current technology. That puts engineers in a difficult position, as often the only reliable way to know if the UPW process is defective is by seeing a decrease in chip yields, and expensive and wasteful assay to say the least.
Despite that fact, there are some metrology methods that are employed to monitor the UPW process. The primary measurement is the conductivity of the water, which can be used to judge the presence of a number of contaminants. For practical reasons, the reciprocal of conductivity, resistivity, is usually measured, with pure water reading 18.18 MΩ⋅cm at 25°C. Resistivity can be exquisitely sensitive — the addition of sodium to just 0.1 parts per billion will drop the resistivity to 18.11 MΩ⋅cm, and such a drop may indicate that an upstream ion exchange bed is in need of attention. And as mentioned before, air leaks in the system can be detected by the resistivity change caused by CO2 dissolving into the system.
But when it comes to measuring particulates, there aren’t many methods available that can detect such dilute and minute particles as are required for fab-grade UPW. One technology that’s coming close is dynamic light scattering (DLS), which bounces polarized laser light off a water sample. The scattered light passes through another polarizer on its way to a detector, where a snapshot of the scattered light is taken. The process is repeated a short time later, on the order of microseconds to nanoseconds, and the images are compared. The difference between the two images can be attributed to the Brownian motion of whatever particles are in the sample, and the constructive or destructive interference caused by the particles’ movements. This results in a measurement of the particle count and size distribution, potentially down into the sub-nanometer range.
There’s a lot more to UPW systems for fabs, including incredibly complex recycling systems that take the waste-laden water after it’s used in fab processes and reclaims it for further use. And UPW standards are very much a moving target, too. Contaminants that would have gone unnoticed in the larger process nodes of the past are now considered killer particles for 5 nm nodes, so it stands to reason that UPW standards will have to become even more stringent as process nodes advance. And engineers will have to keep up, somehow building systems that can turn out oceans of water that’s purer than can be measured.














I used to work for a company that made slurries for polishing the wafers used in semiconductor fab. Your article is very well written and paints a great picture of what it takes to get water that pure. The plant I worked for had 3 class 3 cleanrooms and tested their product by “making” multi layer wafers down to 300 nanometer. The DI water was in loops so it never stopped moving thus no chance to pool anywhere. I installed an RO system in my house while working there. It is amazing every 6 months change of primary carbon block full of sludge and goo. I’m very glad to not drink what is flitered out.
Probably goes without saying, but to anyone doing this you may need to add minerals back into your water supply. Water that’s too pure can leech the minerals from your body, causing weak bones and teeth.
You will be ok as long as you eat food
Just be careful in what you do drink. Some of that sludge is actually good for you ;) all those pesky minerals n stuff. “Clean” water as per article is actually nearly useless to your body.
That is not really true. Your body doesn’t need water for minerals – it needs water. You get far more minerals by eating vegetables and fruits than by drinking water unless you drink mineral water. Distilled water will not wash out minerals from your body that quick – I have been in countries where distilled water was botteld and sold (and yes – tag on the bottle mentions 0% of any salts). There are survival distillers for lifeboats and that is exactly what you drink in emergency.
That said I would not recomend drinking it on regular basis (in time it really can wash out some minerals if you drink it long enough). But in general dehydration happenes faster that demineralisation.
Since none of the pure water will be used to grow your food, I doubt it would make any difference anyway. The water you’re extracting from the food (vegetables, but not only) is already full of minerals and other pest you don’t actually need but eat anyway.
https://www.youtube.com/watch?v=C3RzODSR3gk has a great explanation as well :-)
His whole channel is great.
First thing I thought when I saw the title of the post.
As Ostracus said, great channel!
And to cover the municipal water pre-treatment processes: https://www.youtube.com/playlist?list=PLTZM4MrZKfW8jvCLy9K0UzZb2C6yxU3p8
I can’t help but feel the need to point out that no current semiconductor manufacturing node makes features bellow 10nm. (except in the vertical axis, but there we have been accurately depositing one layer of atoms at a time for well over a decade.)
Node names and feature size started drifting apart over a decade ago. And a lot of fabrication plants don’t actually talk nm as far as node names are concerned these days.
The thing that progresses node names today isn’t a change in feature size, but rather circuit density or performance, or just power efficiency. Three things that are much less related to feature size itself than most people care to understand.
A good example of how out of skew node names and feature size is. Then just look at TSMC’s N7 node (yes, not “7nm”, that AMD however markets as “7nm”.) compared to Intel’s 14nm+++ node. They are effectively the same feature size, and if we named nodes based on feature size, they would both be 20-22nm, since that is the features they produce.
Another example of node names and feature size not being the same thing is Samsung’s 14nm node’s smallest features effectively being 20nm wide. (which still is stupendously small.)
Further examples of why node names aren’t more than frankly arbitrary names is highlighted in this article already:
https://hackaday.com/2020/12/01/extracting-a-gate-from-amd-and-intel/
However, a LOT of websites just takes the node name and makes a drawing on what they consider “correct” as an explanation of how large the transistors are. Some even goes so incorrect to explain that the whole transistor is as wide as the node is named for. While others have the (often transmission electron) microscopes scale clearly visible in the frame, making taking one’s own measurements trivial.
But no current node makes features smaller than 10nm, other than vertical features. (in the next 5-10 years this is likely a different story. But then people will be stuck on Ångström or Picometers instead…..)
But in the end.
The features are still tiny and the requirements on removing particulates from UPW is still very strict to operate down at these sizes. That some node names are giving ideas of features far smaller than their actual feature size doesn’t largely change that fact.
Silicon’s atomic size is about 0.2nm. So in 20nm^2 there are about 100×100 atoms. It will be nice to see how few atoms it takes to build a transistor.
Another thing of interest is how dopants affects the silicone at these scales.
Since it usually don’t take many atoms to dope even a large area of silicone. So the concentrations of the dopant starts getting large when there is so little silicone to work with, add only a few boron atoms and we might end up with a strong P dopant, but add a bit fewer boron atoms and suddenly some of our transistors are not even doped thanks to slight unevenness in our process over the chip’s surface.
Though, then there is quantum tunneling being a thing, as well as the still ever increasing leakage currents…
“Another thing of interest is how dopants affects the silicone at these scales.”
I suspect they don’t jiggle as much. ;-)
*Silicon
Takes a lot more to build a relaible transistor… it’s kind of the pitch drop experiment in miniature, only what’s moving are the dopants.
Imagine a large tank filled with water balloons, and trapped in that are some balloons filled with air, and also some bowling balls. It’s a nice structure you’ve made, with those trapped in the “lattice” of water balloons. But it’s all fine until you apply power, which means heat, which macroscopically would be like someone wobbling the tank vigorously, and sooner or later the balloons with air, get forced out the top, and the bowling balls fall to the bottom… your semiconductor just turned back into an insulator… bummer.
Usually the dopants don’t leave the silicone. Partly the depletion region formed between P and N dopants partly help stabilize things a bit. (to what I have read.)
However. Diffusion in silicone for our dopants are slow. The only really start to move a lot at high temperatures, usually in up around what we normally solder at. (sometimes higher.)
Though, then there is the speed daemons known as copper ions…. And these also seemingly turn silicone into a far more conductive substance, effectively increasing leakage by a stupendous amount. Diffusion barriers do though slow this down, and without diffusion barriers a modern CPU wouldn’t last long.
You know, you lose a lot of credibility when you misspell “Silicon.”
To be fair, yes it is a major difference between silicone and silicon. However, it isn’t an uncommon spelling mistake even among people in the field. (sometimes even see it in whitepapers from major manufacturers. So it is almost on the level of “color” vs “colour”.)
At least it however doesn’t give room for misunderstandings unlike incorrect prefixes like writing m instead of M where the things are 9 orders of magnitude apart. Or B instead of b when talking about bitrate. (And vice versa) Here sloppy writing isn’t all that excusable.
But yes, the correct spelling for the material is silicon.
Even if silicone is also made with silicon.
Bowling balls have a specific gravity close to that of water. Some float, some sink.
I guess the kiddie balls would float. I was scrabbling for relatable objects, since we don’t stick balls in cannons much these days.
Volume of a 10 pin ball is a little over a gallon so any weighing over 9 or 10 lb are gonna sink.
TSMC recently released a roadmap to reach 0.2nm by 2036.
Started wondering…
Since the UPW in the semiconductor industry don’t technically care too much about non metallic contaminates, other than “large” particles interfering with the patterning process.
Ie, the biomatter isn’t a “problem” as far as dopings go, unlike copper ions, chromium, etc.
Then why not add a highly volatile hydrocarbon to the water. Like ethanol? Isopropanol, or just methanol?
We can clean these substances to an absurd degree as well, and biomatter won’t live in 40% ethanol. Nor isopropanol for that matter. Like I have never seen any biological life thrive in a bottle of liquor, even if the beverage is full of nutrients.
(for everyone thinking that alcohol leaves a sticky substance behind, that sticky substance is mostly sugar and other “contaminants” of the alcoholic beverage. A good quality Vodka for an example don’t leave any residue, since it is just 60% water and 40% ethanol and nothing else.)
Methanol, ethanol, propanol, etc, don’t add any metallic ions to our UPW, so it shouldn’t impact the semiconductors. However, I could see the change in surface tension affect MEMS production. Another obvious downside of alcohol in the UPW is that alcohols are a different type of solvent than just water, so this could affect things.
And then there is the change in refractive index affecting immersion photolithography, but this should be possible to adjust out.
Cleaning the alcohol shouldn’t be impossible.
Since the semiconductor industry uses a lot of other solvents that has to be cleaned to similarly strict requirements as far as metallic ions are concerned. (maybe less so for particulates, since one can just rinse off the particulates with UPW later.)
Sure, go ahead and build your fab that consumes 2-3 million gallons a day of ethanol. At least when you go bankrupt you can easily dispose of the remains since all of the sinks will dispense flammable liquids…
One can recycle the process water. Just like most fabs do currently.
Cleaning up used UPW into UPW again is a lot easier than starting from scratch with every new liter needed.
I wanted to ask about this. Water usage is a hot topic in my desert region where fabs are currently being built.
How “dirty” does the water get during its usage in the process?
Is it easier/cheaper to clean it post-manufacturing, or is it easier to clean it the first time?
My tendency is to imagine that it would be easier/cheaper to re-clean, but if that were true, fabs would pretty much have always been recycling the water.
My other tendency is to imagine that if it’s harder/more expensive to re-clean, then there’s some potentially nasty stuff being picked up by the water during its use in the manufacturing process. Maybe it’s just particularly tiny stuff?
After being used the water is full of metal salts which are harder to separate from water than it is to just purify new water.
Intel got mad and threatened to leave Colorado back in the 80s when they started using salts and ammonia on the mountain passes in the Rockies and trace amounts started showing up in Intel’s water. That’s part of the reason that they switched over to sand and pumice on icy roads.
The problem with those alcohols is that they all contain oxygen and can be quite corrosive. It’s been known in motorsport that if you leave pure methanol in fuel injectors, they can be rusted shut overnight. So any damage that alcohols might do to the equipment during the purification stages may introduce metal oxides and ions into the water that need to be filtered out again later. And then any leftover alcohol may make it to the wafer and oxidise that as well.
Firstly. One wouldn’t transport UPW in metal pipes. Mainly since just having pure water coming in contact with metals will extract metal ions in sufficient quantities to be problematic. So here it wouldn’t matter if there is alcohol or not in the water.
But the idea were to add the alcohol into the UPW after cleaning it, not before. And also to add it where it is applicable. Ie for processes that are sensitive to bacterial growth in its process piping.
The main areas where the added alcohol is useful is surrounding lithography and wafer cleaning ahead of dry processes. Also, these two processes aren’t submerging a wafer for an extended period of time, so corrosion shouldn’t be a major issue.
Though, a fair few wafer cleaning procedures actually oxidizes the contents on the wafer’s surface intentionally as to make it easier to remove with further processing.
So in the end.
I don’t see this as problems.
Especially the “any damage that alcohols might do to the equipment during the purification stages may introduce metal oxides and ions into the water” since non of the equipment should expose the UPW to metals at any point ahead of the UPW touching the wafer. (else one’s equipment weren’t suitable for the job regardless.)
I wonder at what point it’ll make sense to synthesize water out of purified H2 and O2, as it’s generally easier to ultrapurify gases than liquids.
I’d actually be skeptical if you could get UPW from burning hydrogen and oxygen, even pure gas. Hydrogen burning can produce a variety of extra products (such as peroxide), and plus the high heat could cause ablation of a vessel. Normally those byproducts would be trivial but parts per trillion is a lot.
How about if you avoid burning with a fuel cell?
Have at it, patent the first fuel cell with non-metallic parts, or anything else that pure water would dissolve as a contaminant. One thing you have to remember about water… just when you think it’s innocuous stuff, it’ll be a hydroxide on you.
Even inside a fuel cell it’s still “burning” (i.e. oxidization of hydrogen), but it’s not just converted into thermal energy, but mostly (?) electricity.
The problem is that the H2 + O2 reaction generates quite a lot of energy. People normally say that energy goes into “heat” but really what’s going on is that the resultant water molecule has a lot of energy – it’s moving super-fast (that’s what ‘heat’ is here), so it can smash into things at high speed and do weird reactions.
Fuel cells cut that down because they turn some of that energy into electricity by splitting up the reaction, but you can’t make a fuel cell 100% efficient. So the water molecules aren’t like, super fast, but they’re still quite fast, and now you’ve got a ton more fragile (from an ‘ultrapure’ perspective) material for them to smash into.
There have actually been studies on water-quality from fuel-cell outputs (drinking water output from your portable battery is cool) and while it’s drinkable, it’s absolutely not ultrapure – they could very clearly detect the proton-exchange membrane deteriorating by contaminants in the output.
Burning the hydrogen and oxygen in an argon atmosphere could perhaps work.
But yes, peroxides is still a problem, one that partly can be solved by adding more hydrogen.
However, the tank one does this in would need to be fairly large to not have the fairly hot reaction happen too close to the chamber wall. Secondly, the chamber itself needs to be made of materials that don’t contaminate the water.
Though, the thing I think kills the whole idea is the stupendous energy requirements to get hydrogen. Getting the equivalent of hundreds of liters of water is going to be an awfully energy intense process. So the electricity costs alone is most likely sufficient for other methods to be far more economical at scale. (and getting hydrogen from other sources isn’t really much better to be fair, transport alone would be costly.)
Yeah, I was totally ignoring the fuel cost issues (which as you note are ludicrously high) – I don’t think you could make it work even if you had ultrapure hydrogen in vast quantities for free.
I mean, how do you even start the burn? Can’t spark it, that puts contaminants right at the worst point. A flash burn by external heating would do the same thing. Which leaves you with what, a compression burn? Meaning moving parts and seals, which means contaminants again. Just not practical.
Reverse osmosis, nanofiltration and EDI sound complicated but they’re dealing with much, much less energy than hydrogen combustion.
Yes, filtering is a lot more practical.
Though, igniting the hydrogen might actually be somewhat simple.
A spark in an argon atmosphere isn’t ideal since we need electrodes and those will cause contamination.
But a very very concentrated laser will ignite a hydrogen oxygen mixture from the heat loss from the attenuation through the gas itself. However, pick a wavelength of light that actually gets absorbed by the desired gases, else one will waste a lot of power. RF could also be an option for igniting.
Other than that, it is just an argon and hydrogen mixed atmosphere with a nozzle spraying in oxygen and getting burnt as a continuous flame. Causing tons of moisture that condenses on the chamber walls over time.
However there is most definitely more issues to contend with. Getting clean gases is likely though not the major issue, since a lot of these gases are already used in the chip manufacturing process and therefor has to be able to be cleaned sufficiently from unwanted contamination.
Heat from the burn destroying the chamber over time is likely an issue to contend with. Even teflon isn’t magic, and its low thermal conductivity isn’t of help in this application. A gigantic chamber is likely a solution, but that gets impractical fast…
I’m stuck on the “purification” of water still, for purity’s sake. No mention of distillation, which in my college organic chem class was the “standard”, but never went into any details other than we used it to purify our “products” (for lidocaine extraction, we used paper filter strips to remove the chloroform solvent and were then instructed to rub the paper on our gums!).
Other than energy input, what are the down sides to distillation? Is it effective at eliminating all the special contaminants?
Organics in the water to be distilled that have a lower BP than water will come over first and actually concentrate in the water depending on how much you leave behind
Some things have such an affinity for water that they can’t be entirely removed even by fractional distillation. I’ve read that ethanol is one such substance.
I think you’re remembering this backwards? There’s no reason chemically you can’t get ethanol-free water by distilling a water-ethanol mixture (water has a higher boiling point). Unless I really am missing something.
It’s the other way that doesn’t work: you can’t get pure ethanol by collecting the vapor because once you reach ~95% ethanol (Everclear) it’s an azeotrope and the vapor has the same concentration as the liquid.
I am a retired analytical chemist. I would disagree with your section on metrology. I would say there are no easy methods to measure water that pure other than conductivity. Firstly any container other than a specially washed PTFE bottle would contaminate the sample. The sample and bottles would have to be maintained and collected under a controlled atmosphere. The metals could be done by accurate mass ICP/MS. The gases and organics by GC/MS. These measurements required skilled analytical chemists to complete.
My father was the chief engineer for the Environmental Protection Agency. The whole agency. All their biggest projects went thru him. In the 1970’s that involved the building of their huge new laboratories in Research Triangle Park, North Carolina during their heydays. A water purification system was one of the first things they built. It was sized to handle the eventual needs of all the labs when finished. But initially it produced waaayy more than they needed. There was no simple way to shut down or pause the system. And for whatever reason (?) they were not allowed to just dispose of the excess, apparently it was considered hazardous. First step was triple distillation and my father often got called in on weekends or middle of the night when the tanks overflowed.
(The project I remember the most tho, was the gigantic microwave oven and the 800 magnetrons my father helped to build)
Isn’t UPW damaging if you drink it due to the water leeching minerals from your body? That’s at least what I’ve read icrc
Yah, I think that’s what it’s about, high capacity for transporting things away… be it essential minerals in the body or pollutants, heavy metals. Things you don’t want to be surprised with elsewhere.
I heard that if you go on Antarctic winter research, you can’t have old fillings and need to have them filled anew before you go. The water you have to drink is rather pure. The fillings will come loose. The nearest dentist is too far away. At least there’s no ring around the toilet.
A friend has a RO unit, ice has a different sound. The taste is OK straight but coffee brewed with the water tastes so much better. It strips off more bean flavor/aroma and sends it to my cup.
Some bottled water says minerals added tor taste. You’d think maybe they could do that down there. Best tasting water we have some and beer making go hand in hand. Biggest brewery in Indiana before the feds took that away.
The second the water enters your body, all the proteins, salts and all manner of stuff from your saliva and GI tract make it no longer “pure” water so I’m pretty skeptical. You stomach contains something like 0.1M HCl (pH 2) unless I’m screwing that up. Plus your kidney is extremely amazing and regulating your plasma and body chemistry so for that reason as well, I really doubt that could be true.
Thank you, Dan Maloney, for this insight into the world of UPW and not the least all the comments providing further topics to discuss. As COO of Nanosized Sweden AB I can’t avoid to briefly describe our two technologies covering both Nano pure water (NPW) and a wet meteorology, therefore. Absolutely contamination free NPW with an aggressiveness making it impossible to store in any kind of vessel without starting to dissolve the walls. Our production of NPW uses Membrane Distillation and the reason we have been able to tweak the production of NPW to that sort of purity is because we use DLS as basic meteorology tweaked with a method and performance enhanced with our NPW making it possible to detect impurities down to the water molecule itself i.e. 1/4 of a nm. This metrology has the registered trademark NDLS(R). “The clearer the water the more you can see”
I would say that you could test UPW with a quartz crystal microbalance. I know some QCM work I used to do I had to adjust my data for how many runs the Ion-exchange filters had on them.
Would you consider that to be a wet/inline analysis method because that’s what the industry really needs?
The current inline/wet method is as said before a resestivity/conductivity measurement.
So they take drimking water, “fresh” water like yhey fuss about so much..
How much water exactly?
And threy turn that into life suucking anti water by removing super soluable toxic substances?
Is that right? So take fresh water and using a bunch of energy and resources, take WATER and make THAT and super toxic goop.
What do they do with that? The goop?
And whadya mran couldnt pause or shut down?? The machine that takes life giving water and turns it into ppison had no off switch??
How common is that?!?
What happened to all tuat extra non water? Seriously isnt calling water at this point kinda bullshit?
Oh, and Hey! Does the goop have a name yet? I wanna check it against the ingrediants listed on any of the breakfast cereal i come across??