They say that if you have a lathe, you have every other machine tool too. To some degree, that’s true — you can make almost anything on a lathe, including another lathe, and even parts best made on other machine tools can usually be made on a lathe in a pinch. But after seeing this lathe attachment for a DIY electric discharge machining tool, we might be inclined to see the EDM as the one machine tool to rule them all.
Now, we’ll admit that the job [BAXEDM] built this tool for might be a little contrived. He wanted to make some custom hex inserts for his Swiss Army knife, which seem like they’d have been pretty easy to make from hex bar stock in a conventional lathe. Then again, hardened steel is the kind of material that wire EDM was made for, and there seem to be many use cases for an attachment that can spin a workpiece against an EDM cutting wire.
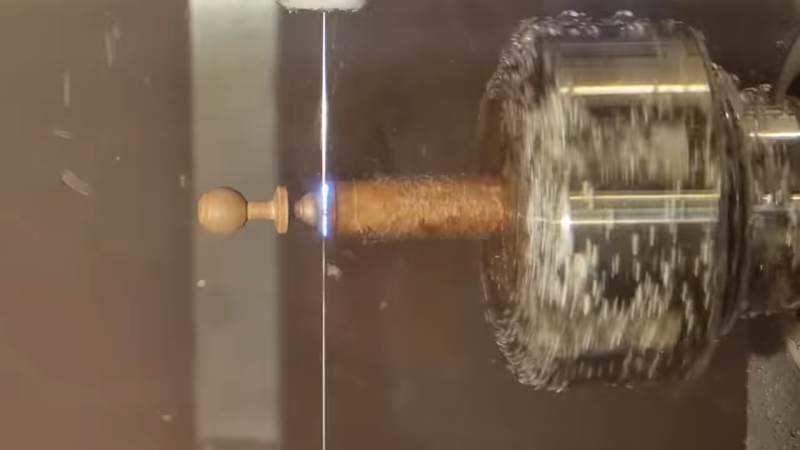
That was really the trick of this build — spinning a part underwater. To accomplish this, [BAXEDM] built a platform to carry a bearing block that supports a standard ER-25 collet, with a bracket that holds a stepper clear of the water in the EDM cutting tank. There are plenty of 3D printed insulators too, to keep most of the attachment electrically isolated from the EDM current, plus exotic parts like ceramic bearings that won’t corrode under water. There were a ton of other considerations, too; [BAXEDM] goes through the long iterative design process in the video below, as well as taking his new tool for a literal spin starting at about the 27:00 mark.
If you’re intrigued by what EDM can accomplish — and who wouldn’t be? — but you need more background on the process, we’ve got you covered.













Anyone else wonder how he will put the 5mm ball side into the bit holder when the holder is designed for 4mm shanks?
I’m hoping for a followup video where we see him try to use these with his pocket knife for the first time….
It’s possible that the ball-detent in the original tool bits took up sufficient margin to allow the original holder to have a 5mm opening.
Edm only cuts electrically conductive things. Wont cut glass for example along with the lathe needing abrasive or diamond bits
And it won’t chew bubblegum or fly a rocket to the moon or waltz with a groundhog, either. There’s a very long list of things it can’t do, yet you failed to list all but one.
It does appear to do the one thing it’s designed to do, which is a home-built Wire EDM on a lathe. And that’s pretty darn cool!
Can a lathe make diamond bits? Can a lathe machine carbon fiber? Can a lathe make 3D printer resin? Can a lathe make a semiconductor? Can a lathe grow food? Can a lathe make a car? Can a lathe make a microcontroller? Can a lathe make clothing? Can a lathe make an entire football stadium, including artificial turf? Can a lathe record music? Can a lathe make fiber optics? Can a lathe deliver the mail? Can a lathe negotiate? Can a lathe actually put out fires? Can a lathe heal someone? Can you even chat with a lathe? Can it machine any of those aside from basically destroying them?
Don’t get me wrong, lathes have a huge amount of merit and a huge amount of uses and can do amazing things but they, like many other tools, are still another tool in the toolbox. Some of them are extremely good at what they do. But you need multiple tools to do certain jobs and some tools simply cannot do some things and some can sort of do some things and everything in between. A lathe is more of a multipurpose machine that can slowly do some things and excels at some things and also fails at many things.
EDM also has it’s place in the shop as well. It’s slow but darn good at what it excels at. Assuming things are conductive of course.
i don’t see this so much as a lathe as adding an axis to a cnc machine. i dont think this thing has enough precision to compete with a machinist lathe. he can measure the run out and compensate with linear transforms, but i dont think that gets you the same precision as having a precision ground set of ways to use as a reference. its still extends the capabilities of his machine and lets it do things that would have been hard or impossible to do otherwise.
Imagine this EDM wire mounted like a 3D printer head, but with an extra axis or two for rotation or perhaps as an end effector of a robot arm, then having it scult from a solid block of metal. Perhaps something that could use hot wire and sculpt wax or polystyrene.
I guess a band saw would lend well to a EDM conversion, replace the blade with a wire, add an adjustable power supply and a very smooth and slow automatic work bed.
Why do I need to think of one of those plastic floss holders and you’re just shaving off parts from a huge chunk of metal … like with a potato peeler. Awesome!
They have that already, partially- it’s a wire edm with secondary axes- which means the upper half of the wire can move in a different direction then the bottom half of the wire where the guides meet. This allows impossible shapes like a transition from one form at the top of a cut to a completely different shape at the bottom that creates a slug that is impossible to machine with any other way.
What you are thinking of I’m not sure exists yet but it would be a free form 5 axis wire EDM. It probably exists but I’m thinking the use cases for something like that would be very slim.
BTW Bravo Hackaday for covering this! His channel is incredible and I want to see wire EDM become the next 3D printing something that is available to everyone.
“Wire EDM” uses a wire stretched between two holders, but it’s only one type of EDM. EDM machines can be made with different kinds of conductors and ends. For at least three decades tool and die makers have used carbon electrodes on multi-axis CNC EDM machines just as you described for boring holes and even for cutting threads when making injection molds.
Yes, I’ve burned threads into 65Rc hardened steel using a diesinker EDM with orbit function. There’s actually 3 classes of EDM, wire is just 1 of them. The other 2 are diesinker (ram) EDM, which uses 3d shaped electrodes of graphite or fuprotungsten typically, and hole popper EDM, which is actually just a simplified form of diesinker, that is mainly used to burn out broken drills and taps or burn simple holes only through something.
To make threads with a diesinker EDM for example, I threaded a graphite rod to a specific thread pitch and random diameter on a manual lathe, already in a special holder and on a special fixture that I mounted in the lathe. But basically just normal thread cutting except you’re doing it to a graphite rod.
This is then placed in the spindle of the diesinker EDM, and it must be one that has orbit function (diesinkers have this by default) The spindle would drop into a hole position and slowly orbit outward using circular interpolation, and this electrode then copy burns the thread pitch into the steel. When you do it right even though it takes a while you get a thread so perfect that a Fastener will spin in with absolutely zero play but feel completely free because there is very little surface area for it to touch. The surface is basically like an extremely fine grain sand so only the high points are where the Fastener can touch.
If you do it right you can actually just blow on the fastener and it will spin into the hole.
Have you seen ECM? It’s a similar prices. 2 YouTube channels have examples of machines: Morlock and Zurad. Morlock made a 5-axis version. The biggest issue is cut consistency.
Those are both great channels I didn’t know of! Thanks so much for posting that. I love the craziness I’m seeing develop around these exotic forms of machining.
*sculpt.
@23:30 Next step, he’s going to EDM his own stainless steel ER25 collets?
@24:00 Only austenitic stainless steel types are non-magnetic (but I think also mpt hardenable). Martensitic stainless steel types are magnetic. I’m qute surprised he did not know that. Even his Victrorinox pocket knife is magnetic.
Engineer:
“I made some changes and now i have more time…”
I heard:
“My wife left me.”
What is the disadvantage for this combination, as we don’t use it in industrial jobs rather than the common lathes?