For all the remarkable improvements we’ve seen in desktop 3D printers, metal printers have tended to stay out of reach for hackers, mostly because they usually rely on precise and expensive laser systems. This makes it all the more refreshing to see [Dan Gelbart]’s demonstration of Rapidia’s cast-to-sinter method, which goes from SLA prints to ceramic or metal models.
The process began by printing the model in resin, scaled up by 19% to account for shrinkage. [Dan] then used the resin print to make a mold out of silicone rubber, after first painting the model to keep chemicals from the resin from inhibiting the silicone’s polymerization. Once the silicone had set, he cut the original model out of the mold and prepared the mold for pouring. He made a slurry out of metal powder and a water-based binder and poured this into the mold, then froze the mold and its contents at -40 ℃. The resulting mixture of metal powder and ice forms a composite much stronger than pure ice, from which [Dan] was able to forcefully peel back the silicone mold without damaging the part. Next, the still-frozen part was freeze-dried for twenty hours, then finally treated in a vacuum sintering oven for twelve hours to make the final part. The video below the break shows the process.
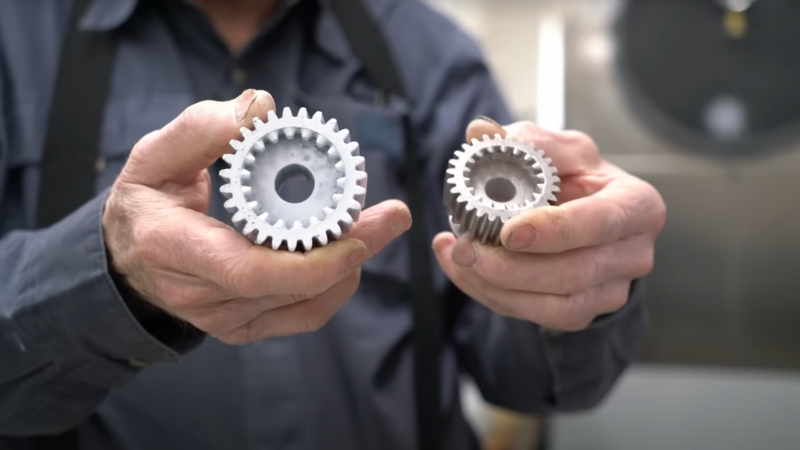
A significant advantage of this method is that it can produce parts with much higher resolution and better surface finish than other methods. The silicone mold is precise enough that the final print’s quality is mostly determined by the fineness of the metal powder used, and it’s easy to reach micron-scale resolution. The most expensive part of the process is the vacuum sintering furnace, but [Dan] notes that if you only want ceramic and not metal parts, a much cheaper ceramic sintering oven will work better.
We’ve seen sintering-based metal printers a few times before, as well a few more esoteric methods. We’ve also covered a few of [Dan]’s previous videos on mechanical prototyping methods and building a precision CNC lathe.
Thanks to [Eric R Mockler] for the tip!














It’s kind of strange to see “19% shrinkage” and “precision” in the same description.
It’s a precise shrinkage. I suspect if you do it you go through some kind of calibration steps to find your material specs. tl;dr
you’d be amazed.
I’ve seen what you can do with just the precious metal clays can do. even finger prints will be perfectly persevered after a firing
If it’s a consistent effect, precision is possible*
*Excluding certain edge cases and other pains in the ass
And then the claim of micron-level accuracy. Which seems unlikely given the use of a silicone mold.
People make holographic chocolate and Gecko tape nano-structures with normal casting silicone. Perhaps you are conflating surface roughness with flatness and parallel tolerances.
Dan Gelbart teaches one a lot about building things in his videos, but Metrology is something that takes some study to understand what he is saying.
One should try to understand before asserting nonsense, but please do remain skeptical while you learn. Have a wonderful day =)
No claim of micron-level accuracy. Micron-level resolution. I might be wrong, but resolution != accuracy ?
Xerox might have an idea.
https://www.engineering.com/one-drop-at-a-time-xerox-3d-prints-with-liquid-metal/
Casting is fun. I would love to go to some workshop and learn all the tricks from an actual metallurgist with experience and training, instead of flailing around amateurishly in a garage with a foundry made from a BBQ propane tank, plus another BBQ tank sawed in half and lined with refractory… occasionally blowing out chips from the concrete floor. Bonus points if the workshop includes lost PLA casting.
Any reason it has to be a vacuum oven and not just an inert atmosphere?
Because it’s not just about protecting the metal from oxidation, the green part has binder and atmospheric gases throughout the material that need to be pulled out for the highest quality result.
-40 ℃ eh, good thing we have those covid jab freezers on sale!
So is there anyplace that has the STL/CAD files for the gear or resolution demo plate?