

While bits of plastic are the usual material for 3D printers, there are hundreds of other materials that are equally well suited for 3D printing. One of the most famous is chocolate, a material so popular and easy to manipulate inside an extruder there are even Kickstarters for 3D printed chocolate bars.
 There are many more materials deserving of being 3D printed, though: wax for lost wax castings, other foodstuffs for improbably shaped edibles, and ceramics so I can finally print a life-sized, functional version of the Utah Teapot.
There are many more materials deserving of being 3D printed, though: wax for lost wax castings, other foodstuffs for improbably shaped edibles, and ceramics so I can finally print a life-sized, functional version of the Utah Teapot.
Unfortunately, for all the progress of plastic extrusion, little has been done about extruding pastes, foods, and clay with a 3D printer. The RepRap paste extrusion working group is fairly close to being dead, so let this volume of 3D Printering explore what has been done in the world of paste printing.
Hey, remember when MakerBot was innovative?
One of the first instances where paste extrusion was demonstrated to the world was – remarkably – with the MakerBot Frostruder. While the Frostruder MK1 was never made available for sale, The Frostruder MK2 was available for a short period of time. The mechanics behind this extruder meant for frosting cupcakes – both the cake and the machine – are actually pretty clever. A syringe is filled up with some sort of paste, and an air compressor to supply pressure. One solenoid valve opens to dispense frosting, and another serves as a relief valve to stop the extruder from oozing. It’s a brilliant solution to a problem, an ingenious device, and not for sale on the MakerBot store anymore.
Interestingly, Makerbot’s Frostruder MK1 used a stepper motor/plunger setup. This was an inherently flawed design, as a syringe plunger will have massive start and stop times. Whether through ignorance or animus, some parts of the 3D printing community have ignored the success of a Makerbot product, and some work has continued on a stepper driven plunger design.
So plungers are out, what’s in?
The name of game in paste extruders now is a pressure-based system. A very clever design is the SupportExtruder, an odd design that looks more like someone having fun with water rockets than an actual machine.
The SupportExtruder basically consists of two parts – a pressure vessel, basically a water bottle and a balloon, and a solenoid to let pressurized air into the bottle. When the solenoid activates, a bit of compressed air is allowed into the bottle. This compresses the balloon containing any sort of paste which travels down to the nozzle and onto the build platform. A clever device that’s actually been used successfully. In fact, with a little ingenuity, this water bottle could serve as a hot water bath for molten edibles such as chocolate.
The problem with pressure
With both piston and pressure-based extruders, there is one drawback: it’s impossible to have a true continuous feed system. Eventually, after decorating a whole lot of cakes or extruding a whole lot of chocolate, you’ll have to tear down your extruder and refill it.
One solution to this is using pumps. Peristaltic pumps – basically a flexible tube with a set of rollers pushing a fluid along – could be used for thinner liquids, but for clay and ceramics this method has been met with failure. A much more interesting way of feeding thick liquids onto a build platform is a progressive cavity pump.
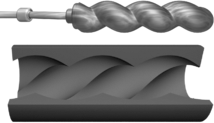 The progressive cavity pump looks something like an Archimedean screw that fell into the hands of Dali. Designed by Rene Moineau in the 1930s, it consists of a helical rotor (the spinny bit) and stator (the part that contains the spinny bit). The rotor and stator (as seen to the right) have slight gaps between them that can pump a fluid from one place to another. In fact, this sort of pump is often used in the manufacture of food, sewage pumping and even pumping cement. Sounds a lot like what a true ceramic extruder should do, huh?
The progressive cavity pump looks something like an Archimedean screw that fell into the hands of Dali. Designed by Rene Moineau in the 1930s, it consists of a helical rotor (the spinny bit) and stator (the part that contains the spinny bit). The rotor and stator (as seen to the right) have slight gaps between them that can pump a fluid from one place to another. In fact, this sort of pump is often used in the manufacture of food, sewage pumping and even pumping cement. Sounds a lot like what a true ceramic extruder should do, huh?
Surprisingly, there hasn’t been much progress in the development of a progressive cavity or Moineau pump for 3D printers. A shame, because these are the perfect pumps for dispensing thick liquids but commercial offerings are both huge and expensive. Nevertheless, a few people over on Thingiverse have made their own Moineau extruders with varying degrees of success.
What happens next with these Moineau extruders is anyone’s guess, but with the availability of flexible PLA and harder, slippery materials such as nylon, the possibilities of continuous extrusion of paste are expanding every week.
One final note:
Last week I put out a call for more topics for this column. I thank all of you that sent in your thoughts, and I’ll get some stickers out to you shortly.
A number of you said you hated the name “3D Printering”. I’ll admit I hate it too, so I guess it’s time to change it. Two of the best suggestions IMHO are, “Printicles” and “Printerest”. Printerest is an absurdly clever name for a 3D printing column, but I’ll defer to your judgement in the comments.













printerest? one letter added is the definition of derivative. AM-News, additive manufacturing news.
One hilarious consequence of doing a site-wide search-and-replace would have posts complaining that “‘3D Printering’ is the stoopidest name evar!” automatically become “‘Printerest’ is the stoopidest name evar!”, so you will never be able to win. :grin:
printicles? this sounds like a name for 3D printed prosthetic gonads.
I like appending “stickles” to everything. My buttstickles are itching.
Prarticles
Prexamples
Printisties
I got nothing.
Printestines maybe? :)
There are actually a lot of paste extruder designs built around syringe/stepper combinations, and most work rather well. Slower print speedsp and adjustingthe firmware tostop feeding slightly before you want actual extrusion to stop will handle the oozing problem. Mmy expierience with printed moineau pumps is thaat they take a huge amount of effort to turn, more thaan I can see the averge printer withstanding. Also you missed the use of paste extruders in bioprrinting, but hopefully that will be a whole topic unto itself soon.
You forgot to mention RichRap’s Universal Paste Extruder. This is a stepper-driven plunger design and it works quite nicely:
http://www.thingiverse.com/thing:20733
There is also the Ceramic Delta, a new machine that prints in clay using air pressure:
http://reprap.org/wiki/Ceramic_delta
What about a gear pump:
http://en.wikipedia.org/wiki/Gear_pump
With proper design, these are positive-displacement pumps and (if you were pumping a very fine paste) could work with particulate material. My favourite is the 5-lobed thing rotating inside the 6-lobed thing! These could be milled or routed out, once you figured out what the hell the profile was ;-)
You know, I was thinking the same thing.. Seems a bit silly to use a plunger approach, ultimately limiting the amount of material you can print in one shot. For larger jobs, I’ll bet a gear pump would do just fine if driven with enough torque.
I like Printering (Printerist? Yuck!)
+1
3d printering makes me laugh so idgaf
3DPrinvestment
3DPrintesticles
3DPrintacular
3DPrintastic
3DPrintorama
Print3rDevelopment
idk ur job is hard maan
i just enjoy the fact that it’s called 3D Printering. it makes me feel like i’m not weird when i add suffixes on to the ends of words because i don’t like how it sounds normally. 3D printing is not nearly spectacular enough to portray the true awesomeness that HAD is showing us in these articles. i vote to keep printering.
Agreed, it’s much funner that way.
I like printering and printerest, but you could also try 3D PrintEd (short for Editorial).
Drop the ‘3D’ and I like ‘PrintEd’. It’s simple, and easy to remember.
Print3d
There is a thingiverse object.
http://www.thingiverse.com/thing:15538
And I skimmed then commented, then reread… my bad
We’ve been working with 3D printing for chocolate for a while now and created our own progressive cavity pump that works pretty well but needs to be quite large to be strong enough to work. We’ve had some decent results using a positive displacement pump, but the chocolate tends to pulse, so we are trying to smooth this out to see if we can get better results.
Something comes to mind – a “wobble plate” piston pump (Google “wobble plate pump” and you’ll get the idea) to smooth out the pulsations. A couple of cheap pressure washers I’ve fixed used exactly this sort of pump, so it might be possible to clean up one of them and use it?
I always thought metal polymers would be the most exciting., followed closely by cement/fiber mixes in large scale.
Are there any open groups working on this?
Josh
I know of a couple of guys who are just starting a project using MIM feedstock. Their initial prototype used PMC to print silver, gold, copper, and bronze parts. Its definitely not the most cost efficient means of production but theyve already managed some pretty exciting parts with these feedstocks so I seriously look forward to the results of their next system.
As to brians comment above, “my expierience with printed moineau pumps is thaat they take a huge amount of effort to turn, more thaan I can see the averge printer withstanding.” Their system has a simple welded steel frame holding the pump rigidly, All of the movement is in the bed, so pump and motor size and forces are not really of significant concern in operation, though it does make for a less portable system then your typical reprap. Id still rather move their printer then our InvisionHR, which I believe tips the scales just shy of 700 pounds.
OOPS just realized you said OPEN groups…didnt mean to imply the project above is in anyway open. In fact I think they already have IP in filing.
I use progressive cavity pumps in food service currently, they work very well in continuous service, but the start/stop cycles that you would need for a 3d printer do not seem suited to a progressive cavity pump. The problem is that the inside of the stator is a wear surface and the rotor needs to be harder, the fluid should lubricate the pump. In my experience pumping abrasives or running the pump empty will dramatically shorten the lifespan of the pump.
My first thought is a roller pump which solves a ton of issues mentioned and could be repaired from solidified material by the simple replacement of a length of tubing. Let’s get right on this.
http://en.m.wikipedia.org/wiki/Peristaltic_pump
In my final year of Industrial Design I designed a ‘cake icing’ printer, and did a ton of research on the different pumping methods… pretty much came to the same conclusion the progressing cavity pump is by far the best option. I was looking at a glazed ceramic 3D printed rotor and rubber like sheath but time got the better of me so for the prototype went with ttsalo’s chocolate extruder http://www.thingiverse.com/thing:18017 . The pressures were high enough to force chocolate IN BETWEEN the 3d print layers… Anyway, somewhat lame video (was limited by software in the end…) here: http://youtu.be/bXPoWTCKYT8 hope to do a V2 soon…
How about
1 Replicating. – not limited to just copying existing things.
2 Holographing – for those string theorists out there that believe matter is a holographic projection.
3 Adventures in CNC – since it’s all CNC controlled.(Adventure time?)
4 Making’ Stuff – going a little meta here.
http://robotsingastronomy.com/food-form-1-przemiany-festival-in-warsaw/
While I do think the peristaltic pump is the best way to go, my current machine uses air pressure from a small, noiseless pump and works great.
I don’t care about the name, just have more posts like this!
$20 for a chocolate bar? Yikes.
Typing On 3D Prototyping
I have built a couple clay extrudes now (a post about one of my printers) and the stepper driven piston seems to work OK in simple circumstances. It is not hard to change the amount of material being extruded but just changing the speed the plunger is plunging. Also, as I am already using a stepper driver (that has 4 channels), I do not need to add any other drive electronics. Plungers have there drawbacks. They do not stop extruding right away, but if you can print something in one go it can work very well.
italians do extrude clay….
http://www.wasproject.it/w/2013/04/estrusione-argilla-con-deltawasp/#
Agree that 3D Printering excludes other types of fabbing that would be of interest so would support something that allowed for posts about laser cutters, milling etc as well as extrusion. It is funny though.
Fab-a-day
Manufac-a-day
Extruder News
Fablimactionism (channeling Homer for that one)
Manufactualisation
Manifestation Station?
The peristaltic pump does have one more advantage over the others for food service, cleaning. If you are extruding an edible especially one with a high sugar content you must have a good way to clean the entire system. Because in the peristaltic the only food contact surface is a relatively inexpensive piece of tubing it can be disposed of and a new one used every time the system needs to be cleaned, unlike a complex pump like a progressive cavity where you would need to either disassemble the system or try to clean in place and hope that you cleaned out the entire pump.
“Technically,” this isn’t printing at all. It is extruding. And since, by definition, it has to occur in three dimensions, calling it 3D extruding is redundant.
However, because “printing” has broader street recognition, it has been used. Perhaps “Printstruding” would be closer to accurate, even if it sounds dumber.
Or, maybe more accurately, DIY extruding?
If such a device were used by a pastry chef, would it be called a “strudel extruder”?
And, if a strudel extruder were found in an outside junkyard, would it be an external ex-strudel extruder?
On the subject of UV resin printing, has anyone managed to get UV resin from Bucktown Polymers? I have a great idea, but the customer service experience so far has been absolutely awful. I’m feeling like they don’t want to sell their products.