[Peter] is back at it, again modding his CNC3020 router. This time he’s adding a coolant system and spindle direction control. If you have ever tried cutting plexiglass using a mill, router or even a band saw, then you know it is common for those plastic chips to melt together and form a crusty trail of goobers directly behind the cutting tool. Turning down the spindle speed helps a little but the intent of the coolant system is to eliminate the globular mess all together.
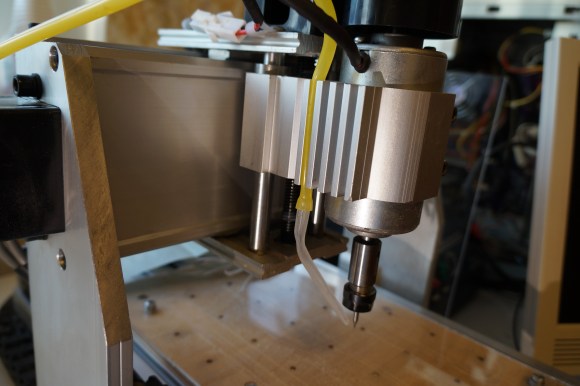
It appears the coolant flow is open loop, meaning the initial coolant reservoir is not replenished automatically. The coolant starts in a container and is moved via a pump through a silicone hose. At the end of the hose there is a nozzle mounted to the Z axis which points the coolant stream at the tool bit. The nozzle is plastic and made from a re-purposed and modified flux application container. [Peter] took advantage of the machine’s bed being made of slotted extruded aluminum. The bed catches the coolant which then travels down the channels to the front of the machine where it is collected in a custom made bin. The parts of this plexi bin were actually cut out using this machine! Gravity then drains the contents of this bin into another container residing at a lower altitude.
Believe it or not, the control boards for these relativity inexpensive CNC machines have a bunch of hidden features. One of them is a connection for spindle direction, it’s even silkscreened as such on the PCB. [Peter] tapped into these points on the control board and connected them to a custom made relay board of his own design. This board holds a SPST relay for the coolant pump and a DPDT relay for reversing the polarity on the spindle.
With the new board in place and wired up, both the spindle direction and coolant can be controlled via g-code commands courtesy of LinuxCNC. If you have a CNC3020 or CNC3040 router and would like to improve it’s capability, check out [Peter’s] previous projects; Power Supply Upgrade, PWM Spindle Control and Limit Switches.














If the only reason ti add the mod is cutting plexiglass, then it’s useless. I have the exact same CNC mill, using it mainly to cut 4mm thick plexi, using single flute 3.175mm cuttter, nice chips, no melting, using it at full spindle and feed rate (400 for this model), 100 plunge speed, and .5mm pass.
I cut Lexan and Acrylic on mine too without any issue, using single or double flute cutters. I get OK results on UHMW without coolant, but could use some. What I really want coolant for is metal. I’m adding two ball joint nozzles, one for coolant, and one for air.
I plan to cut metal as well.
It was done partly as a future investment, and partly to enable me to use the cutters that I had (admittedly, utterly unsuitable for acrylic–single-flute would be perfect), since getting the proper ones takes either a lot of time or money where I live.
I had some contact with this guy and he is really charming. If you need some informations, he will help you as much as you can. What he does with his CNC is also awesome ! :)
Liquid coolant with plastic? Compressed air works fine with plastics. The main reason liquid coolant is used with metal is because metal cuts better using a lubricant too. Otherwise save the mess. Liquid cutting fluid is a mess too. Not to say that blowing plastic chips all over the place isn’t, but at least they sweep up dry.
I should add that spindle direction doesn’t come up all that often machining either. It takes more than just reversing direction to tap holes. Either that or Tapmatic wouldn’t be able to charge what they do for their tapping heads. Other than that most all cutters are the same hand twist. The only time I ever use reverse on my mill is if I get a twist bit come loose in the chuck, to back it out. In other words operator error.
You don’t need a tapping head, a tapping head is just faster when you have many holes to do because it auto reverses, instead of having to wait for the mill to coast to a stop and then run in reverse
Doing ridgid tapping without a programmable speed spindle like a vector drive is just asking for trouble. Taps will get broken really fast. My cnc mill has reverse but I would never tap like that. I use a tapmatic, it cushions any mismatch in spindle and entry feed. It also has torque control that will stop the tap if it get stuck. I use it for tapping one hole or a bunch of them. It almost guarantees no broken taps. I wish I could do rigid tapping since that would be so much nicer. Tapmatics are expensive but I bought mine almost new on eBay for $75. They cost upwards of $500 new.
I’ve got a different mill but have also had no problem at all milling acrylic. All you need to do is keep the spindle speed to something sensible and stick to cast rather than extruded acrylic. (I’ve no idea why they are quite so different, but they are.) I regularly cut at 100-200mm/min, up to 1mm depth of cut and use a 1-3mm two flute end mill at about 6000rpm.
On the rare occasions I’ve used a coolant/lubricant it’s been WD40 on aluminium and not really been worth the trouble. You can cut a bit faster but it’s harder to clear the chips and messier.
I’ve just followed the link to the previous article and realised it’s the guy who thinks that exposed mains wiring is OK on the control box. Now he’s adding water to the mix too. Oh well, I suppose as long as the reservoir isn’t balanced on top of the control box…
Meh, until there is actually a problem potential hazards are just that, unrealized potentials. Apparently it is also a guy who thinks that linear toroidal power supplies are somehow inferior to SMPS. They also think that stepper motors draw their max current at max speed too. They couldn’t be more wrong on either account.