When your project needs power, you might need to turn to hydraulics. There is a lot of mystery about fluid power, but there is also a huge supply chain devoted to getting you the parts you need to power your project. Off-the-shelf components may not fit your application though, in which case it might be handy to know how to build your own custom hydraulic cylinders.
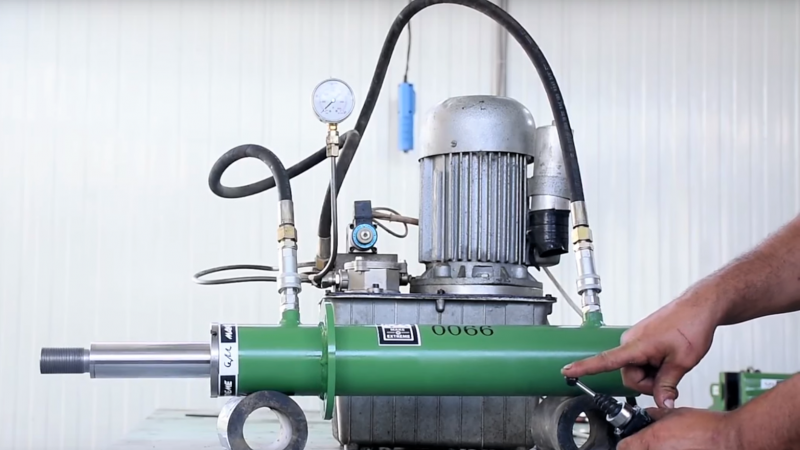
While it’s true that custom cylinder builds are pretty common, it’s still interesting to see the process [MakeItExtreme] used. Starting with an off-the-shelf piston and gland, this double-acting cylinder build is a pretty straightforward exercise in machining. The cylinder is threaded at the rod end and a cap is welded onto the piston end. Threaded bosses for fittings are welded on, the business end of the rod is threaded, and everything is assembled. The cylinder turned out to be pretty powerful as the video below shows.
As a product of the prolific team at [MakeItExtreme], we can tell this cylinder is destined for another even more interesting build. It’s hard to guess where this one will end up, but we’ll bet it ends up in another tool in their shop. Maybe it end up powering a beefed-up version of their recent roll bender.














That is good work. I was hoping for more Hardware Store and less parts designed for the purpose.
For that you would probably want to look at 3d printed pistons. You can’t do anything particularly incredible but it is cheap.
Yeah, I’m not sure how “off the shelf” your components are after they’ve been milled/lathed and welded. By that definition everything is made from ‘off-the-shelf components’. :P Very cool fabrication-pron though.
Exactly my thoughts. The term “off the shelf” is completely out of context here.
As you would assume that making something using “of the shelf parts” would require only minor modifications with minimal tools required.
But then again, the shelf itself isn’t good defined, because hydraulic cylinders are on “the shelf” already and therefore would not require any hack or modification other then hooking it up to your project. So again this “of the shelf” term is just like “only for 10$” (and then using everything else from a 2000$ “junk pile”). Or assemble in only 5 minutes while it would require you 10 years to collect the parts from radioactive smoke detectors. All in all just clickbait terms, just like the lists on youtube called “10 things you didn’t know about…” which seem be be common knowledge for most of the public here.
Nonetheless, this is a great build and would deserve a much better title then the above. Now I’m disappointed (because I can’t build one myself). If it was just called, “make you own hydraulic cylinders” with plenty of steel, craftsmanship, elbow grease and a lathe” it would be much better.
Hopefully he used pre-honed cylinder tubing otherwise those piston seals are going to have short life.
I was pondering how to get around using honed tubes.
Would it be possible to flip the problem around and use a sealing ring in the middle of the tube that sits around a mandrel that acts as the piston. That way the mandrel can be machined on the outside instead of the tube machined on the inside.
You can but pre-honed pipe so thats not a big deal.
By mandrel I am assuming you mean the rod? If I am imagining what you are describing you would end up with a large cylinder that holds a whole lot of oil and has only as much power as the area of the rod and cant retract.
Well, it would actually hold much less oil, but the piston travel would be roughly halved.
The idea is that instead of a relatively thin flat disc with a seal around the edge at the end of the rod, you’d have a long plug almost the width of the inner diameter of the tube, that would seal against a ring in the middle of the tube. The plug would be slightly longer than half the length of the tube.
The idea is that it’s much easier to machine the outer diameter of a bar or a tube to exacting dimensions with good surface finish than it is to hone the insides of a cylinder to the same standard.
Depends on the duty cycle, if it is a infrequently used pipe bender then the seals might not wear out at all, they might just last until they’re old.
Usually, the first mistake Engineers make is not using the hydraulic O-ring specification tolerances, as there is far more going on than most would guess.
I wouldn’t want anyone standing near equipment built like this device, as even a pin hole from hydraulic blow-by can act like a jet cutter under pressure.
Not all Old Hacks have a complete compliment of body parts after working with gamblers.
=)
Especially a pinhole. A bigger leak is less dangerous as the hydraulic fluid is nearly non-compressible. The smaller the hole, the faster the jet.
I watched this video yesterday on youtube. So much awesome, and then the Crappy Weld of Death.
If you’re great at machining but suck at welding, is it still a good idea to build this, or do you need to be good at both skills for this type of device?
Considering the damage (and mess) I’ve seen when hydraulics fail, I’d say welding is an important skill.
Welding is very important. 2 of my projects had to be redone because I’m a newbie to welding. 7018 doesn’t work for cast iron, LOL.
Fortunately hydraulic failures aren’t typically as explosive as failures of equipment using compressed air or other gasses.
That’s why compressed gas systems are hydro tested, using water or another in-compressible fluid. Pressurize up to working level, then go higher until something pops. With a pressure drop cutoff to stop the pump you end up with a fairly small mess.
Try that with compressed gas and you have to pick up lots of pieces and you don’t have much, if any, of the equipment left to rebuild.
There are places that do hydraulic repairs and sell parts for hydraulics that you can get plenty of parts from. And hydraulics isn’t something you want to jury-rig – there’s significant pressures involved and the loads they are moving may shift unpredictably if they fail.
I don’t see what the probl m is with the title and the article.
It talks about building a custom ram from off the shelf hydraulic parts.
Thanks for the interesting information about hydraulis it is very clear
I was thinking of car suspension shock absorbers. Oil filled ones rather than gas fill (or if you have a way of removing the gas) as most are rebuildable. They have a long hard life and generally come with threaded ends and mounting holes at the other.
If you’re great at machining but suck at welding, is it still a good idea to build this, or do you need to be good at both skills for this type of device?
If you’re great at machining but suck at welding, is it still a good idea to build this, or do you need to be good at both skills for this type of device?
Good ideal