Vibration is a fact of life in almost every machining operation. Whether you’re milling, drilling, turning, or grinding, vibration can result in chatter that can ruin a part. Fighting chatter has generally been a matter of adding more mass to the machine, but if you’re clever about things, chatter reduction can be accomplished electronically, too. (YouTube, embedded below.)
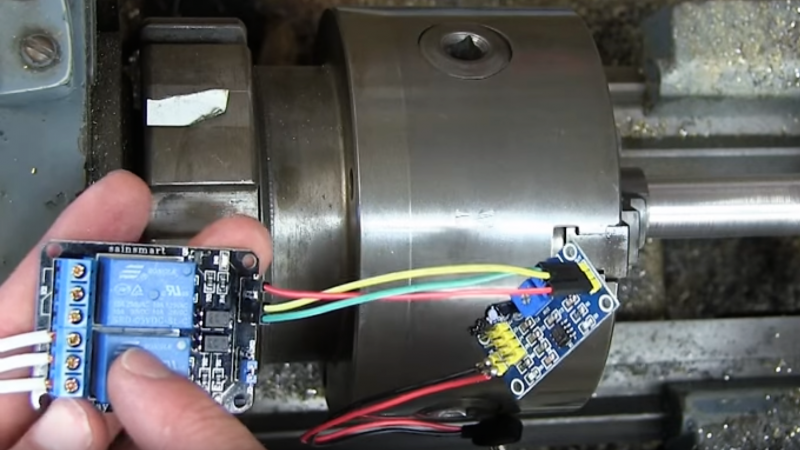
When you know a little something about resonance, machine vibration and chatter start to make sense. [AvE] spends quite a bit of time explaining and demonstrating resonance in the video — fair warning about his usual salty shop language. His goal with the demo is to show that chatter comes from continued excitation of a flexible beam, which in this case is a piece of stock in the lathe chuck with no tailstock support. The idea is that by rapidly varying the speed of the lathe slightly, the system never spends very long at the resonant frequency. His method relies on a variable-frequency drive (VFD) with programmable IO pins. A simple 555 timer board drives a relay to toggle the IO pins on and off, cycling the VFD up and down by a couple of hertz. The resulting 100 RPM change in spindle speed as the timer cycles reduces the amount of time spent at the resonant frequency. The results don’t look too bad — not perfect, but a definite improvement.
It’s an interesting technique to keep in mind, and a big step up from the usual technique of more mass.














This is seriously cool
I once met a Russian professor who saw resonance as an advantage, he showed me old footage of resonant robots out performing Japanese pick and place robots, his main work was with ultrasonic machining, the video was entertaining and informative and anyone working in engineering will be used to swearing. varying feed rate can sometime help, my cheap bandsaw would probably benefit as he points out.
Link to the video?
Interesting, great way to figuratively get your soldiers to break step as they march over that bridge…. thinking it could have applications elsewhere, but off the top of my head at bedtime can’t think of one.
This is genius. If it can be made commercially effective and added to other new manufacturing techniques it could lead to a slew of smaller, cheaper machinist’s tools.
Yeah. VFD drives only cost a few cents now.
It’s already added to expensive lathes and mills. It’s not a new idea.
Indeed, I remember seeing a HAAS tips video a while back where it was demoed. They claimed some fairly significant differences with the thickness/length limits of unsupported material in lathes. I’d thought about adding something to vary vfd speed, but I had never got around to it. Perhaps it’s a good time to give it a go.
That’s not the point. Uncle Bumblef*ck shows how to retrofit and old style lathe with it. It’s hacking an older lathe to have a feature that newer lathes have. HASS released a video on one of their lathes having this feature.
He shows how to add an Automation Direct drive controller and 555 timer/relay setup to make his old lathe have this functionality.
Many VFDs have a programmable option to skip over the resonant frequency.
Sure, you’d have to reconfigure it every time you change the mechanical properties of the system, but it’s there.
I did this years ago manually with a tiny lathe I had. Of course the reason he is getting chatter is because of unsupported work. Anything that long should be using a center or a steady or follow rest.
Chatter can also come from a machine that is just not rigid enough for the operation at hand such as parting. It was not until I got my current lathe that I could part without worrying about chatter or breaking a tool because of flex in the machine.
“Diddle input 5”. Um, no, thank you.
You can also get a huge amount of passive resonance benefit by adding something soft&heavy like dynamat or resomat (sold for automotive audio applications) to the hidden surfaces around the machines casing to remove high frequency resonance, or for lower frequency but more pronounced movement adding mass thats hung from the machines shaft or lathe tooling by a cable, as it will have a radically different resonant frequency and thus provide dampening, and unlike a heavier frame doesn’t rely on the rigidity or the frame or mounts to deliver it. This latter approach is common on things like temporary railroad platforms.
And as i commented on the youtube video, brake pads lightly sprung against the work are used as mass-dampners on brake lathes when they chatterUsed them regularly in my old work and it was like magic. sadly i dont (yet) own a proper lathe to experiment :)
it is ave so I refuse to watch, however knowing what he did if you look at haas machines they have included this for a quite some time and I am sure many other manufacturers have as well. Nothing new here and it is ave so should pretty much be discarded
Whats wrong with AVE?
Unuseful comment – should pretty much be discarded.
Well, the AvE-guy sounds like a technically inclined Eliza Doolittle. That doesnt fit everybody, me neither.
Do you often announce what you don’t want to do? Are you still living at your parents place and throw temper tantrums when they don’t listen?
Because that’s what I imagine whenever someone posts something like the above.
Wise men learn more from fools than fools do from the wise.
That’s not the point. Uncle Bumblef*ck shows how to retrofit and old style lathe with it. It’s hacking an older lathe to have a feature that newer lathes have. HASS released a video on one of their lathes having this feature.
He shows how to add an Automation Direct drive controller and 555 timer/relay setup to make his old lathe have this functionality.
Uncle Bumblef**k is awesome… Did you get something stuck in a vise?
So basically, set your manual machine up to produce as much unwanted side effects as possible, then use electronic wizardry to almost-but-not-compleatly get rid of them, as opposed to supporting the work properly and using a short tool holder.
And before you say, “oh but john parting tools have to be long” yes I know but they don’t have to produce a perfect finish and you can vary the feed.
as pointed outny others modern cnc machines already come with electronic wizards and have for many years.
Yes, set up the machine to produce the problem at a measurable level, in order to demonstrate the improvements and test the limits. It’s not like properly supporting the work means you need to remove the 555 or reprogram the vfd. It also means work holding is easier, in case you don’t own the right rests yet.
Sure, just doing that cut you could use support, and probably should, but if something like this can improve things. Why would you not investigate it? It’s easy to implement and it works. It’s another tool in your box for those parts that can’t be supported (it does happen), and there’s no reason to thing it couldn’t improve your surface finish on support parts as well.
I’m not saying it doesn’t work, it’s brilliant in the correct application. But tool chatter is a symptom not a cause, the cause is unwanted movement between the tool and the workpiece, the movement can be between any component’s on the way from the tool to the workpiece caused frequently by excessive load, saddle to bed being the most common and difficult to fix along with flex in the machine and it’s there that the electronic solutions are best used.
If a long thin unsupported workpiece chatters it’s because it’s bending away from the tool, if your aim was for the same diameter along its whole length that’s not going to happen even with the electronic wizardry, a lighter cut might though;)
And yes it does happen that sometimes you end up with way more than you want hanging out of the chuck and no realistic way to support it, last week I ended up fitting an angle grinder to the tool post and covering the ways with oily rags for the whole tedious operation.
Then why do newer HAAS lathes come with this feature built in? Oh wait……
You don’t consider a feed rate of 150 inches a minute into a radius excessive load?
Modern CNC lathes can cut at around 500 inches a minute and because of this they NEED electronic wizards to maintain an acceptable finish and tool life.
Finishing cuts on small diameter parts are still done light and slow.
How long will the relay last doing this?
It is silly warning people about AvE’s use of language.
He’s harmless & fun.
It is the people who are complaing about his language that are destroying the world.
(Creativity , inventivenes, humor, or just being anything more than half a standard deviation away from average.)
You’re right, but there’s no point arguing with all the special snowflakes who melt at the first sound of a non pc word.
So you believe the best course of action with the snowflakes is to give in to them and their mission ?