Anyone who has an interest and/or career in manufacturing would have heard of Kaizen, generally a concept to continuously improve your process everywhere. Under that huge umbrella is Karakuri Kaizen, encouraging workers on the factory floor to adopt a hacker mentality and improve their own work stations. It is right up our alley, manufacturer or not, making this overview by Automotive News an entertaining read.
Karakuri could be translated as “mechanism”, but implies something novel in the vein of English words gadgets, gizmos, or dare we say it: hacks. Karakuri has a history dating back to centuries-old wind-up automatons all the way to modern Rube Goldberg contraptions. When applied to modern manufacturing (as part of factory training) it encourages everyone to devise simple improvements. Each might only shave seconds off assembly time, but savings add up in due time.
Modern global manufacturing is very competitive and survival requires producing more efficiently than your competitors. While spotlights of attention may be focused on technology, automation, and construction of “alien dreadnoughts”, that focus risks neglecting gains found at a smaller and simpler scale. Kaizen means always searching for improvements, and the answer is not always more technology.
Several points in these articles asserted purely mechanical karakuri are far less expensive than automated solutions, by comparing price tags which are obviously for industrial automation equipment. We’d be curious to see if our favorite low cost tools — AVR, PIC, ESP32, and friends — would make future inroads in this area. We’ve certainly seen hacks for production at a much smaller scale.
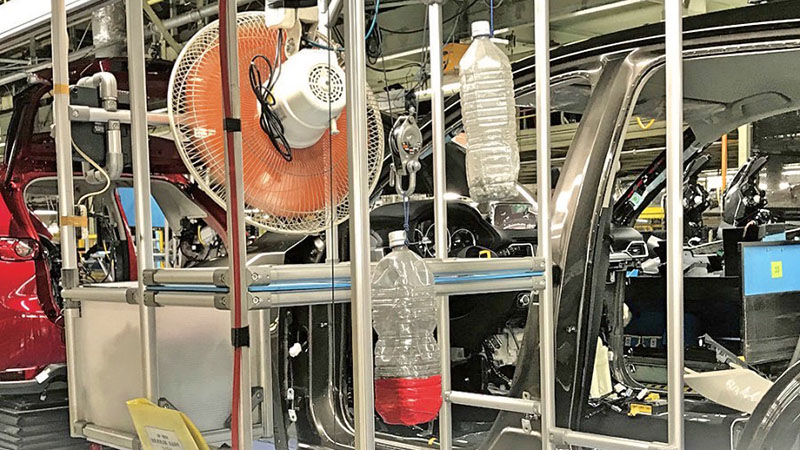
Embedded below the break is a short video from Toyota showing off a few karakuri on their factory floor.
https://www.youtube.com/watch?v=Om2txc-Rq5s
[via Jalopnik]














So they have actual engineers in the plants, rather than drones who sadly just work as fast as possible, for as little reimbursement as possible….
Pretty sure they have both
Why is that sad? If all youre capable of is a monotonous factory job then thats where youll probably end up. Not everyone is smart enough to get the engineering degree! (a reality i personally am painfully aware of)
Every employer in the world wants you to work as hard as possible for as little money as possible. Luckily, if an employer pays too little, or works the guys too hard, the employee gets frustrated and leaves for where the grass is greener. I know what im worth per hr and dislike being underpaid…
Speaking from experience working in such a plant, they do have both. Unfortunately, the satellite plant I worked at only laid lip service to employee initiative while ignoring suggestions wherever possible. There was an attitude of elitism among upper management that flew in the face of the Toyota Way and that kept tangible improvements from occurring.
Was it an American Toyota plant?
I have trouble reconciling “we use as little external energy as possible” with “some magic process returns this mechanism to its original state.”
Returning the mechanism to its original state requires energy. Where is that energy coming from?
That power has come from a power source, but what they are mostly talking about is the requirement for all sorts of mechatronics and control systems these applications would have in many other plants. Take the returning cart shown in the video for example. If you want to electrically drive the return movement you need all sorts of control and safety systems to make it work, plus providing extra power cabling for it to operate. (all of which can fail, in not-obvious and time consuming to fix ways). That’s completely wasted as they show all you need is some cable and a weight. The power to move it forward and unhook it at the end comes from the assembly conveyor belt. But it requires no FURTHER external energy than that.
Same with the mounting jig for the ceiling liner and the other mechanisms they show. They use at few power sources as they can. Just things like gravity and the conveyor belt that is moving anyway. Yes, the conveyor belt is probably over-dimensioned to account for this, but it is still a much simpler system than automating all those degrees of freedom using mechatronics systems.
I suspect there’s some lack of clarity in the language translation.
I think the comment of “we use as little external energy as possible” is more a matter of “we didn’t have to run electricity, hydraulics or compressed air to this location to run the mechanism”
Speaking from a multinational company that has taken this principle onboard and completely bastardised it, no one size suits all.
We are targetted on a minimum of 2 kaizens to be rasied monthly – or else explainations are required.
Resulting in people inventing problems to meet their quota.
Happy management, process is working, continuous improvement FTW, the metrics say so.
“Stupid metrics lead to stupid games.”
I know this pain all too well.
Goodharts law is a thing!
Thats a cool phrase, and it triggered an enlightening chain of thoughts. I wonder how many processes have been slowed for chasing some well meaning managers seemingly relevant targets
Wikipedia had a fun suggestion – The cobra effect.
Read John Gall’s Systemantics (The Systems Bible) for the general principle of why these things happen.
I wonder if that “multinational company” is one I used to work for, it is well known by its 3 initials.
They were beginning to introduce kaizen to their employees a few years ago. I can see where they would bastardize it in the way they have employees set goals annually.
So I have to ask, do you live in Minnesota? Many of your posts lead me to believe I know you.
After working for many years for large contract manufacturers, my supported observation is that LeanSigma and the variants as administered in the US are a poison to real productivity. A perverse cycle of the Hawthorne Effect masquerading as actual productivity improvement. Almost always, when you see LeanSigma (insert latest flavor/variant name here) you will see mid level and senior management that have little understanding of the actual work and are just grabbing onto something as a lever for change. In the end, things get worse and at some point, there will be change. In the mean time, plenty of great powerpoint presentations and celebration pizza lunches.
In Asia, the actual work is understood and valued. That makes all the difference.
10/10, this person gets it. These tools are neat and useful in many cases until management gets their uneducated and incompetent hands on them…
I’ve worked at a number of factories over the years, and the smaller ones all did this sort of thing as a natural part of the process. I worked in factory maintenance and repaired or created almost everything needed on a small production floor (fabrication was my favorite part of the job). When one of the production workers would approach me with an issue that they thought could be resolved with a modification to their station, I would see to making it happen.
I never heard the word “Kaizen” until I started working at a large factory that touted Kaizen without actually meaning it. Kind of stupid, really. There were a lot of missed opportunities to improve the process there, but management generally thought that they knew it all and things were perfect (only in their fantasies). This place was so awful to work that I actually found myself wishing for a career-ending injury once in a while.
“This place was so awful to work that I actually found myself wishing for a career-ending injury once in a while.”
Not meaning to pry, as you’ve mentioned the reason for your “handle” before, but was that before the your injury(s)?
Banging heads on desks is a common business injury. Right up there with ties caught in desk drawers back in the day.
I find it interesting that some of the existing comments reflect experiences I had while working for an automotive safety component manufacturer. Toyota style production, Kaizen, 5S, etc. were all heavily touted as gospel but the potential gains were mitigated by management seeking to meet metrics and not produce actual results. One of the scariest days of my life was coming up to a line that I held responsibility for and discovering the a well meaning manager had given all of the shift workers a set of hex wrenches and side cuts so that they could “improve the line”. It took several expensive hours of stopped production to get everything back to spec, plus the time and money lost on re-qualifying produced components. Needless to say, a certain big name e-car manufacturer was quite upset and I left the company very soon after.
Wow, that makes my skin crawl just thinking about it.
Those things – Kaizen, 5S, etc, can be good, but as you allude to, they get caught up in the shuffle of Powerpoints and management trying to make things look good all too often. I think continuous improvement should and is an instinct of good engineers.
FWIW, at one place I worked, a picture of MY desk was framed on the wall as a bad 5S example. Could still be there!
5S for office desks is complete and utter bullshit and just goes to the ego of the “Look what a tidy and shiny office I have” managers. A desk reflects the work process of whoever works there. If the output meets expectations, don’t force a person to change their methods. Only if their mess can be shown to be directly detrimental to their work should it be suggested that maybe they should tidy up a bit.
(And that’s spoken as a mechatronics engineer who’s desk usually looks like a cross between the desks of an mechanical engineer, that of an electronics engineer and a half disassembled R2D2)
Don’t get me started on 5S…
“side cuts”?
I’m not sure if you mean “side cutters”, but if so, I can see where that could turn out bad…
Indeed. As in: they trimmed pneumatic lines bc all of “that extra” was wasteful. In reality, all of “that extra” was the slack need for an actuator to move on a slide… SMH. On the %S side, I heard recently that the design engineers were forbade to keep tooling on their desk as it did not meet the corporate standards for cleanliness
I’ve worked at places like that. I was forbade from keeping low-voltage circuitry, with no H&S implications present, on my desk.
As a firmware / hardware engineer, who was also trained to perform H&S & 5S audits.
…
Even during a board bring up / firmware troubleshooting, the preferred solution was to grab a freshly ghosted pool laptop, dump my IDE and ECAD packages on to there, pull all my repos and head off to the lab. Absolute madness.
I’m glad I’m somewhere that embraces a realistic approach to operations now!
Interesting read! In principle, it’s a great idea. I’ve worked places where innocent attempts at improving productivity on this level have wreaked havoc however.
Sometimes it can be easy to overlook how something that helps an individual might make life more difficult for the next in the line, or worse, can potentially compromise quality of the product. I’ve seen workers use their own tools, etc, in place of ones that are specified for a good reason.
Although that sounds innocent, where it comes to things like torque drivers (for example), these changes to the production method *must* be reviewed and audited to ensure that the end product rolling off the line has not been compromised in some unforeseen way.
The employees building said product every day have invaluable insight into how the process could be improved, but this needs to be reviewed and signed off before it can be implemented.
Not knocking this in any way, just speaking from experience of an un-moderated, shop-floor level Kaizen approach!
Agreed. Any assembly workflow changes need to be reviewed and approved by engineers who have the big picture in mind. It’s unfortunate when we start to see product failing or slowdowns elsewhere because someone on the production line thought they could make a change and didn’t realize how that affected things outside of their workstation.
I worked for a major Japanese company that was building a major project here in the US.
Each morning we had the daily meeting where everybody (5-20 people, including me) stood in a circle and described what they were planning to do that day or a problem they are trying to resolve.
It went rather quickly, maybe 5 minutes or so, and I don’t understand Japanese (the language or the people B^)
but it was a way of getting ideas across and help from cow-orkers in an efficient way.
First rule of Kaizen. Can your line manager steal your idea and pass it off as their own.
If yes, then your idea will be implemented. If no, then your idea will be ignored.
If you really, badly want your idea to be taken up, say something like. “you know (substitute managers name here), that was a great idea you had the other day when you suggested..” see also “the Dilbert principal”.
That’s not Kaizen, that’s the mostly American bastardization of a management principle as interpreted by management twits who don’t understand the process thing dubbed “Kaizen” by said twits.
The comments seem to fall into 2 broad categories:
Small shop where due to either lower complexity or smaller production runs, employees probably require a broader knowledge of the assembly process and are depended on to provide continuous improvement. At lunch ‘the gang’ probably includes a diverse enough cross section of skills, that the shop talk frequently includes ideas and tips to make each other’s lives better – and the result is natural Kaizen that makes the place better to work in, product produced quicker and with higher quality. Bets are the boss/owner sits in the same lunch room and sometimes even joins the crew.
The other comments are from larger shops where line level employees are required to focus on such a narrow range of tasks that they are naive or ignorant of up/down stream implications of doing things differently. The lunch gang is all the front-right-tire-lugnut-installers. And the conversation turns to union complaints and weekend party plans. Doubt the shop foreman, much less any sr. level mgmt even uses the same lunch room. Kaizen is a mgmt bonus item, held carefully in check by ISO1234.abc audit controls.
My comment was removed because…?
Check your email, unless it has happened before.
I’ve been deleted a number of times, but only an email on the first time.
ObPun: maybe it is because aleksclark is a smart alex?
The competing schools of thought on how to run a factory, between “production line workers are just machines that need restroom breaks” versus “production line workers are our front line hands-on people who would see things no one else would” is an old, old tension. Obviously something like Karakuri Kaizen would only work with the style of factory management that values their people as knowledgable participants in the process.
There’s no shortage of written words (and seminars and training etc…) on this, but here’s a recent item from Quartz as it relates to a GM factory that is winding down: https://qz.com/1510405/gms-layoffs-can-be-traced-to-its-quest-to-turn-people-into-machines/