Rub two pieces of metal against each other hard enough, and it won’t be long before they heat up sufficiently to cause problems. That’s especially true when one is a workpiece and one is a tool edge, and the problems that arise from failing to manage the heat produced by friction can cost you dearly.
The traditional way of dealing with this is by pumping heavy streams of liquid coolant at the workpiece, but while that works, it creates problems of its own. That’s where minimum quantity lubrication comes in. MQL uses a fine mist of lubricant atomized in a stream of compressed air, which saves on lube and keeps swarf cleaner for easier recycling. The gear needed for MQL can be pricey though, so [brockard] decided to add homebrew MQL to his CNC router, with great results.
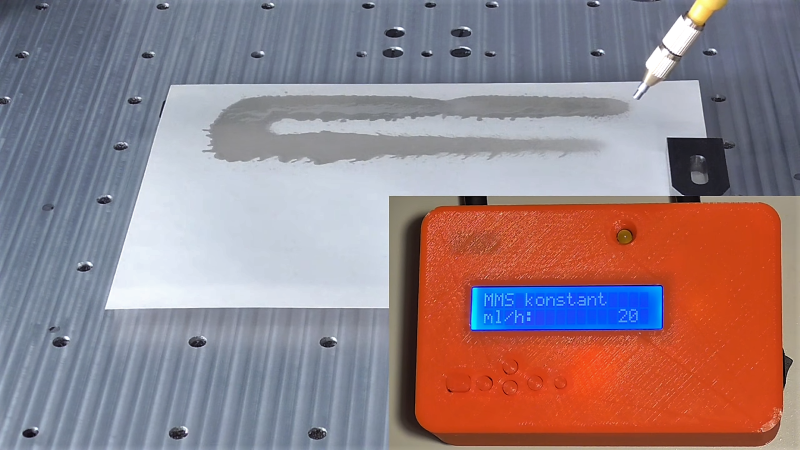
The video below shows the whole process, from raw metal to finished system – skip ahead to about 12 minutes if you just want to see final testing, but be warned that you’ll be missing some high-quality machining. The finished pump is a double-piston design, with each side driven by a cam rotated by a servo. An Arduino controls the speed of the motor based on the current settings; the pump is turned on and off through G-code control of a relay.
The lubricant stream is barely visible in the video, as opposed to the sloshing mess of traditional flood coolants, and seems much more suitable for a hobbyist-grade CNC setup. Need to build a CNC router before you build this? You can do much worse than this one.
https://www.youtube.com/watch?v=hyoLF8fZyfU
Thanks for the tip, [Jasper Jans].














I wouldn’t want to breathe it, have it accumulate on nearby surfaces, or have it explode, deflagrate, burn on surfaces, etc. These are soluble problems, but attention should be paid to them by anyone who attempts this.
My friend was a marathon runner and CNC machinist.
He never smoked a cigarette in his life yet died from lung cancer.
Draw your own conclusion but I for one will opt for flooding over misting.
Totally agree. When I was looking to add a coolant system to my CNC mill, it was a choice between building a large elaborate enclosure to catch/drain/recycle flood coolant, or just mist the coolant and have probably 80+% of it go into the air. I can’t imagine being comfortable breathing some chemical coolant, so a big enclosure it was.
I bought a couple of those misting arms off china. The brass block with the blue arms and a little fluid valve.
First thing, blocked the air, and use them as flood for just a drill press.
I dont wear PPE gear and face masks when spraying paint for the fun of it, why is it any different for misting?
I wear a full face respirator even when I’m just using spraypaint. People look at me funny and yeah, I look like I’m straight out of Breaking Bad… but holy crap people, the alternative is huffing solvent for ten minutes. Paper masks do basically nothing but keep actual paint drops out of your mouth. The solvent is literally surrounding you in a giant cloud, worse if you’re painting indoors.
It’s weird what people are willing to breath while working.
And even flood is far from good:
Nasty bacterial and fungal growth only countered with nastier chemicals (MIST/BIST/ammonium)
Disposal cost arm and leg if done properly, almost impossible to do for hobbyist
Ruins small hobby machine fast.
Need full enclosure and de-oiler.
Cannot sit unused for more than a couple of days or will transform nice cool garage in a damp and smelly place.
Not safer than mist when improperly used (use of air gun for cleaning -> mist everywhere, with bacteria and fungus).
On my hobby machine I started with flood, moved to micro drip (which is different from full mist), then now I tend to do minimal to dry machining, but it’s a hobby, I don’t have productivity target or cost controller behind me.
Certain alloys contain Nickel and Cobalt, so I assume he died of the toxicity of these metals. Could have been the oil, but metal dust is way worse, trust me.
He is using a bit much pressure, the point of these systems is the coolant does not become airborne. I use a Bijur microdrop system on my mill and they are great. Traditional misters are horrible.
That is really nice! I have been looking for a self contained mist unit however trying to find something that will not require a compressor as running a compressor in my workshop is not really an option. With a few modification this could be perfect.
If you only need a little bit of pressure, try an airbrush compressor. Cheap on eBay /Amazon and quite quiet! I’ve used it in a pinch for some lathe work and it was just enough pressure for a good mist.
If you have the appropriate cfm compressor, the best thing without mess are cold air guns.
All the lubricity and cooling advantages of traditional flood coolant, with none of the mess, at all.
This setup, however, is still a nice step beyond flood coolant.
Not all the lubricity. Milling things like aluminum generally requires liquid lubricant
Kind of a lot of work. Could have just used a peristaltic pump and you wont have to worry about corrosion in the cylinders which I can almost guarantee is going to happen. Unanodized aluminum does not like that kind of environment. Commercial microdrop systems often just pressurize the tank with the coolant and that is delivered to the nozzle tip where it is mixed with air, you only need 10-20PSI.
For the time he spent designing and making this and the money he spent on materials he could have just ordered a half-gallon Fog Buster kit and been done with it.
Watching this video, my first thought was: “Why on Earth is he sharpening his tools that way!”. Then I realised…..
lol. me too.
That’s the first time I have seen somebody use a mill as a makeshift lathe … I like it :-)
Am I missing something, or couldn’t you use a Venturi tube to drastically cool down parts while machining them? Would they not be able to keep up with the heat being generated?
His Youtube channel appears to be gggone as of March 2024.