We might’ve thought that extrusion based 3D printers have hit their peak in performance capabilities. With the remaining process variables being tricky to model and control, there’s only so much we can expect on dimensional accuracy from extruded plastic processes. But what if we mixed machines, adding a second machining process to give the resulting part a machined quality finish? That’s exactly what the folks at E3D have been cooking up over the last few years: a toolchanging workflow that mixes milling and 3D printing into the same process to produce buttery smooth part finishes with tighter dimensional accuracy over merely 3D printing alone.
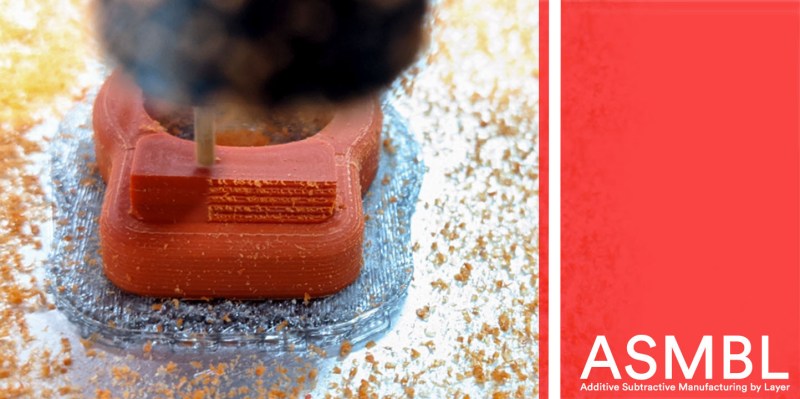
 Dubbed ASMBL (Additive/Subtractive Machining By Layer), the process is actually the merging of two complimentary processes combined into one workflow to produce a single part. Here, vanilla 3D printing does the work of producing the part’s overall shape. But at the end of every layer, an endmill enters the workspace and trims down the imperfections of the perimeter with a light finishing pass while local suction pulls away the debris. This concept of mixing og coarse and fine manufacturing processes to produce parts quickly is a re-imagining of a tried-and-true industrial process called near-net-shape manufacturing. However, unlike the industrial process, which happens across separate machines on a large manufacturing facility, E3D’s ASMBL takes place in a single machine that can change tools automatically. The result is that you can kick off a process and then wander back a few hours (and a few hundred tool changes) later to a finished part with machined tolerances.
Dubbed ASMBL (Additive/Subtractive Machining By Layer), the process is actually the merging of two complimentary processes combined into one workflow to produce a single part. Here, vanilla 3D printing does the work of producing the part’s overall shape. But at the end of every layer, an endmill enters the workspace and trims down the imperfections of the perimeter with a light finishing pass while local suction pulls away the debris. This concept of mixing og coarse and fine manufacturing processes to produce parts quickly is a re-imagining of a tried-and-true industrial process called near-net-shape manufacturing. However, unlike the industrial process, which happens across separate machines on a large manufacturing facility, E3D’s ASMBL takes place in a single machine that can change tools automatically. The result is that you can kick off a process and then wander back a few hours (and a few hundred tool changes) later to a finished part with machined tolerances.
What are the benefits of such an odd complimentary concoction, you might ask? Well, for one, truly sharp outer corners, something that’s been evading 3D printer enthusiasts for years, are now possible. Layer lines on vertical surfaces all but disappear, and the dimensional tolerances of holes increases as the accuracy of the process is more tightly controlled (or cleaned up!) yielding parts that are more dimensionally accurate… in theory.
But there are certainly more avenues to explore with this mixed process setup, and that’s where you come in. ASMBL is still early in development, but E3D has taken generous steps to let you build on top of their work by posting their Fusion 360 CAM plugin, the bill-of-materials and model files for their milling tool, and even the STEP files for their toolchanging motion system online. Pushing for a future where 3d printers produce the finer details might just be a matter of participating.
It’s exciting to see the community of 3D printer designers continue to rethink the capabilities of its own infrastructure when folks start pushing the bounds beyond pushing plastic. From homebrew headchanging solutions that open opportunity by lowering the price point, to optical calibration software that makes machines smarter, to breakaway Sharpie-assisted support material, there’s no shortage of new ideas to play with in an ecosystem of mixed tools and processes.
Have a look at ASMBL at 2:29 in their preview after the break.














Damn, id love to buy another 3d printer id never use.
lol, send it to me, I’ll use it! I’ve got 2 machines running almost all the time and I could make space for a third.
I moved house like 2 years ago and i just cannot be bothered to level the beds again, so theyve sat unused. really should do it and make space for them
Eh, I made a version of slic3r that did this, added an extruder to my cnc mill, and ran a few parts like this, like 4 years ago. I really need to document project more :(
Know the feeling, lots of things you do or at least get to workable but never get round to documenting..
Still nice to see a well documented (from a skim read) variation, might just get some traction and develop into a really slick tool with lots of eyes on it…
I’ve never been quite convinced by layer at a time milling on the print.. Seems to me better to do the tidying up only when the next layers start adding overhangs or the depth is too great preventing the bit having full access – so one pass does it all (deflection shouldn’t be much of an issue as its all spring passes so very little side load).
Though I was thinking of doing something similar but with a printed ‘servo horn’ type at the base of a print – so you can remove the print and then easily mount it to the clamping frame (probably rotating but perhaps just printed to lock into the mill’s bed on the right orientations) to mill out the important features afterwards – won’t always work better but because you can use that method to mill from whatever direction you need perfect flats on I think its a good option to have and combining the two the stuff on the x,y,z planes can be done as it prints (as can anything that small steps of the CNC doesn’t matter on) anything off angle can use the other method to get the really good finish where you need it..
Why don’t you connect a mig welder for the extruder then? High res cheap metallic prints.
https://www.youtube.com/watch?v=sFXniBbgbw0
Is this super slicer? I saw that, it seems to take the approach of using a repurposed ooze shield if I’m correct?
Solid program don’t get me wrong, the main advantage I see with doing it the way I have is you have the full power of Fusion 360 milling toolpath generation, which really let’s you do feature specific cam that would be almost impossible to do with an STL alone
No I don’t think I ever named my fork of Slic3r, though it’s probably on github.
It looks like their vacuum could use some work and they’re leaving a thing layer of plastic covering the entire build plate.
The photos in this article are all from before we implemented the vacuum so are definitely a worst case. Stay tuned for more videos/photos from us soon (with vacuum obviously 😜).
Despite this, the chips have an apparently minimal effect on the end result as they are either cut away in later layers or melted into the part when the nozzle passes over them
Try printing a rigid engine intake gasket with flexible seals as part of the gasket. That’s what I thought that thing was with the 4 large holes, then he shoved ball bearings in it. Does that thing serve a purpose or just a tech demo?
Doing a gasket that goes between and upper and lower intake would be best to start. One that goes between the intake manifold and the cylinder head would need to be made of material with a quite high glass transition temperature so it wouldn’t get squishy when the engine is at operating temp, or when it heat soaks after the engine is turned off.
If you have a Cad file for that I would be happy to add it to our queue of things to test. My work email is andreweveritt@e3d-online.com
(.f3d is best but .stp works most of the time)
It may not matter, as long as the top surface (where the next layer will be extruded) is clean.
I may be giving away my next billion dollars here, but this seems like the perfect application for a 5 watt laser. With a fiber optic guide instead of a bowden tube it would be small and light enough to be permanently mounted beside the tool changer and thus save time between passes and leave a slot open for color/material change. Alternatively just mount the laser at one end of the y rail and shoot it at a mirror/lens array on the head. If you are only burning away a single layer of plastic a 5 or even a 3 watt should have plenty of power and you get a free laser engraver. Obviously either the box or the toolhead would need to be laser proofed but that’s not a big deal.
For low wattage lasers might as well mount them on the head and just supply power.
For more powerful cutting you’d need a rather expensive fibre not sure of the exact properties and limits on the quartz fibres but I expect it would take some real looking at to get the right levels of flexibility and power delivery. I can see the appeal, the all in one does everything machine…
But it still doesn’t seem like a great idea to me – lasers are a real danger and a hidden one, putting in all the safety cutouts would be a pain, then on top of that you are going to make an awful and potentially toxic smell and struggle to get consistent results across the inconsistent deposition of filament and various materials.. Milling is in this case much much simpler, and will almost certainly give a better result (certainly give a good result with less calibration)
This idea I love. I’ve not yet added a laser to my arsenal but I am now curious as to how PLA or PETG reacts when machining with one? I think you’re on to something here
We’ve done PLA laser engraving at Ultimaker. That goes quite well.
But not all plastics should be burned. For example the fumes from ABS will just eat away your machine, and your lungs.
Also laser cutting produces smoke/soot/particles that over time need to be cleaned off of the lens.
A 300 layer part would probably need at least 8 cleanings.
If your laser cutter doesn’t use compressed air to keep the lens clean through positive air pressure, you have one of the worst laser cutters ever designed…
There are probably more “worst” laser cutters produced than “good” ones. Of course, most of them are just called “engravers” and cost very little; perhaps as much as an air compressor.
I just leave it here (Hybrid Additive Manufacturing) : https://www.youtube.com/watch?v=WyUObN8ocuI
Neato. Even just the additive metal technique is very interesting.
This link may also be of interest : https://www.diabasemachines.com/hseries-shop
I thought ASMBL was a splinter group from NAMBLA
Avengers, ASMBL!
“…mixing og coarse and fine manufacturing…”
Og? Thats the trouble with Hackaday. No Edit button. ;¬)
BTW Angus says Hi. (Obscure reference only likely to be understood by a very restricted subset of your readers without a hint).
Hint: https://images-na.ssl-images-amazon.com/images/I/61QHXfeaByL._SY367_BO1,204,203,200_.jpg
I’ll hold out until the FreeCad version is released.
What specifically do you want to work in FreedCAD? Currently you can use any slicer for the additive. The subtractive is a bit more technical as you will likely need to write a post processor for it so the gcode is in the same format as fusion 360