Ordinarily, when we need gears, we pop open a McMaster catalog or head to the KHK website. Some of the more adventurous may even laser cut or 3D print them. But what about machining them yourself?
[Uri Tuchman] set out to do just that. Of course, cutting your own gears isn’t any fun if you didn’t also build the machine that does the cutting, right? And let’s be honest, what’s the point of making the machine in the first place if it doesn’t double as a work of art?
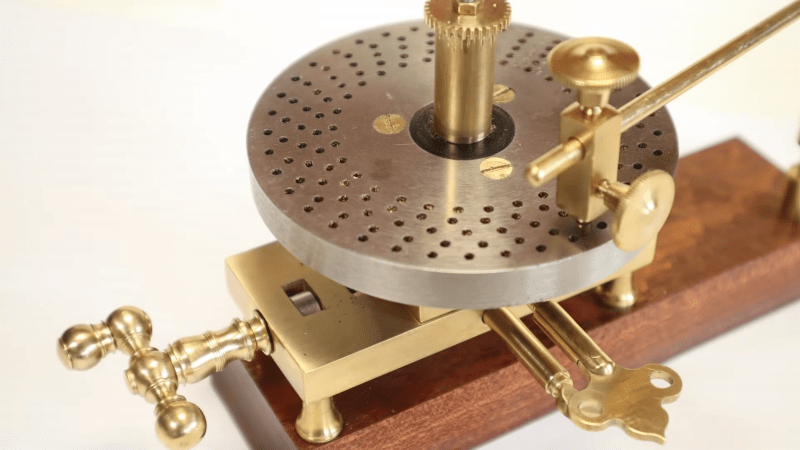
[Uri’s] machine, made from brass and wood, is simple in its premise. It is placed adjacent to a gear cutter, a spinning tool that cuts the correct involute profile that constitutes a gear tooth. The gear-to-be is mounted in the center, atop a hole-filled plate called the dividing plate. The dividing plate can be rotated about its center and translated along linear stages, and a pin drops into each hole on the plate as it moves to index the location of each gear tooth and lock the machine for cutting.
The most impressive part [Uri’s] machine is that it was made almost entirely with hand tools. The most advanced piece of equipment he used in the build is a lathe, and even for those operations he hand-held the cutting tool. The result is an elegant mechanism as beautiful as it is functional — one that would look at home on a workbench in the late 19th century.
[Thanks BaldPower]














There is something really satisfying about using a graver…..
That’s awesome.
I like how he spends weeks on building a device for making a device that spins a pidgeon around.
Truely satisfying and great work!
I never saw anyone turn metal with a hand held tool before.
Standard watch and clockmakers practice.
Standard practice for horologists- you absolutely can, even tool steel will cut. You just need to know how to sharpen and lap your graver to a mirror to get good finish. Cutter prep is everything. It’s exactly like cutting wood on a t-rest on a wood lathe, just feels a bit different.
Give it a try sometime with brass- its quite fun and easy to cut this way, you can make ornamental handles for things really easy this way.
Also- [Uri Tuchman]’s channel is a gift, its like a lookalike to Eugene Hutz of Gogol Bordello fusing with Gepetto and DaVinci to make stuff.
My only disappointment was he actually bought the dividing plate for this- he didn’t make it. I love his decorative knob anesthetics though. His stuff is usually not very precise, but always cheery and beautiful.
ONe of the comments on the video when I first saw this last week was expressing dissapointment that the indicator wasn’t implemented in the form of a pointing finger.
My favorite tool of his is his ‘Michaelangelo’ inspired indicator:
https://www.youtube.com/watch?v=7DZc94SBF0g
That reminds, I’ve always wanted to do a clock with a Ministry of Silly Walks theme.
https://mattsko.files.wordpress.com/2015/01/ministry_silly_walks.jpg
https://www.amazon.com/Dividing-Head-Deluxe-Accessories/dp/1878087053
Book 6 in Dave Gingery’s “Metal Working Shop from Scrap” series tells how to build a complete dividing head from homemade castings, cold rolled steel, and an off the shelf worm and wheel. I’d have been much more impressed with this indexer if he’d made an indexing plate that worked. In Gingery’s book the index plates appear to be by far the hardest parts to make.
With the HaD article’s referenced design there is also the matter that the divider-head position seems to also undergo rotation during a translation of the linear stage. There may be some unknown reason for this mechanism to function this way for clock makers, but it is unclear exactly what that might be in a normal use case.
=)
You might mean differential indexing?
Not sure what linear movement you refer to.
Differential indexing is how to achieve divisions not doable by index plates alone.
The most difficult thing to make in making a dividing head is definitely an accurate division plate.
Most accurate way I’ve come across to manually do this is a v groove cut in the face of a disk, with high precision ball bearings epoxied into that groove, for a temporary master plate- your accuracy is limited only by the tolerances on the bearing lapping of the balls. You use that plate on your division head with a special notch indexer finger to cut the useable index plate on the front of the device spindle with a center drill, leaving a small cone for positive location lock on the final plate.
If you were really fancy, you’d use a combination of lasers and prisms to project angular displacement on a far away wall, and calibrate by that… I’d love to see an article discussing most accurate way someone could do that in a home shop.
If you have forever- use an optical dividing head that resolves single arc seconds to do it. The precision ball bearing trick is a lot easier though.
I was referring to when a given indexed rotation angle selected in the plate moves slightly as the cutter depth increases after each turn on the stage’s handle. Thus, the design will cause a cut to deviate from the ground profile, and the engagement will have some errors in the tooth symmetry.
Richard F. Moore wrote some of the best books on making plates:
“Precision hole location for interchangability in toolmaking”
https://babel.hathitrust.org/cgi/pt?id=wu.89089664023&view=1up&seq=4
Anyone who references the name Moore has my attention.
Foundations Of Mechanical Accuracy and Holes Countours & Surfaces are both in my personal library
Gonna check that out.
Yeah, now I know what you mean- Uri’s device moves the index plate, whereas most gear cutting setups move the cutter in. If his guides aren’t perfectly aligned, its a less accurate way of doing it.
He only moves the index plate to adjust the gear to the cutter, after which it is fixed and never moves. Moving the place changes the angle of course, but it is accurate in each position.
This is a method to generate an original index plate.
From “American Machinist” magazine, August 4, 1898 page 25
just in case the link does not work. No lasers necessary and works to decent accuracy. If you use this with a 40:1 dividing head, then any errors get reduces by 40 by the worm and wheel in the head making for a pretty effective set up.
https://books.google.com/books?id=SL8cAQAAMAAJ&pg=RA30-PA25&lpg=RA30-PA25&dq=Making+an+original+index+plate+by+WM+Baxter&source=bl&ots=JW7G2VB5zD&sig=ACfU3U16gCyL1wVd_w-fICXJ1zGVF-5RMg&hl=en&sa=X&ved=2ahUKEwjRlOagqKvsAhWGj3IEHcUVA1sQ6AEwEHoECAkQAg#v=onepage&q=Making%20an%20original%20index%20plate%20by%20WM%20Baxter&f=false
The second of the two methods there is excellent, and theoretically perfect. I’ve never seen it before. As it was said recently, the comments section of the site can sometimes be wonderful.
Now, however- imagine generating a 127 tooth master plate using either of those methods.
It’s not an exaggeration to say you might be there working full 40 hour days for months to finish ONE hole circle.
Making a full set of master plates this way would take a damn long time- years of work.
The ball bearing method has an averaged accuracy in millionth, and it’s relatively quick. If you cut a split into your v groove disk, and spread it like an adjustable die for minute amounts, if you’re off on you groove diameter, you could get all your balls to lay in the track with no lash between them. Angularity should not be affected using this method.
The method you propose is theoretically perfect however, because it relies on symmetry generation- kind of an angular version of the three plate method for flatness.
People like you are why I read the comments!
Drew, with regard to the method whereby ball bearings sit in a groove around a disc, would that entail several concentric grooves for variously toothed gears?
At last something truly impressive. I really want to know more about his lathe and drill press. I was rather skeptical at his attempt to make a dividing plate as that is a seriously non-trivial undertaking to lay out accurately. He left out a lot of measuring operations which was a bit disappointing as freehand turning is quite an art as is turning with a toolpost, but no dials.
I should like to note that using calipers to mark out like that is a bad idea. I’ve done it a few times, but it is bad for the caliper. Plain hermaphrodite calipers are more appropriate.
Some calipers are just tools for using, not special high-accuracy instruments to be protected.
Braze carbide tips to a cheap pair of dividers that are ground to a fine point on a lathe with a handheld diamond hone, like an EZ Lap stick. Wear problem solved.
I really need to make a website or a YouTube channel to show people forgotten techniques or something
Do it. “Welcome to Drew’s Techniques”
I just use that shortening of my.name only on HaD for some reason, I’d call it something else.
Thanks for presenting this project. His Youtube channel is inspiring and I love the combination of artistic and mechanical work he is doing.