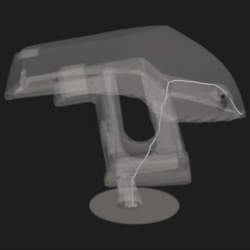
![Benchy, printed upside down on [Josh's] Core R-Theta printer.](https://hackaday.com/wp-content/uploads/2025/04/upside-down-benchy-nonplaner-e1745086286623.jpg?w=800)
When we say non-planar slicing is for the birds, we mean [Joshua Bird], who demonstrates the versatility of his new non-planar S4-Slicer by printing a Benchy upside down with the “Core R-Theta” printer we have featured here before.
This non-planar slicer is built into a Jupyter notebook, which follows a relatively simple algorithm to automatically generate non-planar toolpaths for any model. It does this by first generating a tetrahedral mesh of the model and then calculating the shortest possible path through the model from any given tetrahedron to the print bed. Even with non-planar printing, you need to print from the print-bed up (or out).
Quite a lot of math is done to use these paths to calculate a deformation mesh, and we’ll leave that to [Joshua] to explain in his video below. After applying the deformation, he slices the resulting mesh in Cura, before the G-code goes back to Jupyter to be re-transformed, restoring the shape of the original mesh.
So yes, it is G-code bending as others have demonstrated before, but in a reproducible, streamlined, and straightforward workflow. Indeed, [Josh] credits much of the work to earlier work on the S^3-Slicer, which inspired much of the logic and the name behind his S4 slicer. (Not S4 as in “more than S^3” but S4 as a contraction of “Simplified S^3”). Once again, open source allows for incremental innovation.
It is admittedly a computationally intensive process, and [Joshua] uses a simplified model of Benchy for this demo. This seems exactly the sort of thing we’d like to burn compute power on, though.
This sort of non-planar 3D printing is an exciting frontier, one which we have covered before. We’ve seen techniques for non-planar infill, or even to print overhangs on unmodified Cartesian printers, but this is probably the first time we’ve seen Benchy given the non-planar treatment. You can try S4 slicer for yourself via GitHub, or just watch the non-planar magic in action after the break.














Printing of flat layers has proven tricky enough to get working in a consistent manner, so I take it the error will only increase as we move to coupled motion, making a non-planar ironing pass ever more important to at least restore a high quality surface finish (see https://hackaday.com/2024/09/15/non-planar-ironing-makes-smooth-prints/ ).
It may even be what makes non-planar prints visually acceptable in the first place, at least throughout the years it’ll take iterations of printers and slicers to catch up.
Id like to see a demo of nonplanar slicing printing in which a support object is printed using traditional planar slicing, then the actual object is created by running nonplanar paths over the surface,. Continuous sweeps that are optimized for structural integrity seems like the most relevant application for this tech.
Non-planar printing paths on a non-flat support object:
https://vxtwitter.com/mwuethri/status/1864351086976307413
But that also won’t be a complete solution. Sometimes you still need a mandrel or support inserts to get there:
https://www.youtube.com/watch?v=58AD7zPnxcU&e
Which reminds me that people like to pause their prints and insert printed bits into their objects. I imagine this will just get better as one isn’t limited to “printing a lid” over them, but can plastic-weld or fully print over them from multiple sides.
The biggest advantage I can see is a non plainer mode for curved top surfaces.. (such as an aerofoil)
Build up the base and the infill as normal, then have a contour following top surface
Bird, bird, bird! Bird is the word!
Loved the trippy filament and seeing the nozzle and head of the 3D printer move in near rotational and translational freedom of a full sphere. That printer was truly Surfin’ Bird!
I’m assuming that this will lead to great leaps in structural strength for certain parts. I have limited experience trying to print actual structural components, but when I have, they always separated along the layer lines. I imagine being able to print non planar would fix this issue.
it will not.
the layer adhesion strength is less than the shear strength of a layer…the strength of planar-printed parts is indeed different in one axis from another axis. but for most practical filament materials it is not much different. amdahl’s law…the maximum improvement possible will be to bring the weak axis to be as strong as the strong axis. but it will still not be ‘a great leap stronger’, because the strong axis itself is fairly weak.
I haven’t thought this through but would a modified delta bot be a simpler mechanism to print the non-planar print. Simpler that the added rotation used in the video. The mod I envision is replacing the hinge joints at the moving platform with some sort of ball joints. The hinges allow for limited rotation about one axis per arm. But the arms are arranged normally such that those axes lie in a plane and can’t rotate independently. Which is what you want to keep the platform level.
Adding in a degree of freedom might, maybe allow for controlled tilting.
That said, at a basic level, it doesn’t seem like 3:degrees of independent vertical motion will be sufficient to implement 3 degrees of independent lateral motion plus 3 degrees of independent rotational motion. Perhaps a more complicated mod is required. Thoughts ?
you would need a delta with 6 towers instead of 3 to get the same level of nozzle control.
https://youtu.be/ehmTeRKcCM4?si=eiLWT5v1dkD0sdjG
The technology here is interesting to me:
https://thekidshouldseethis.com/post/amoeba-wave-pool-japan
Could Bessel functions allow curved layers?
I’d also like a “make mirror” option, where you can scan an interesting shape—and print a mirror image—maybe even turning something inside out
Ok, you don’t have to print support on your model, but you have to print the cylindrical support on your bed so the printer’s extruder doesn’t crash on while rotating around your part. I’m not 100% convinced it’s the future here.
it seems like the article is about non-planar slicing software but the real story is the 6-axis robot
Only the working bundle of hardware and software makes this flavor of non-planar printing a reality, and worthwhile to continue developing.
Printer and slicer updates should have been companion videos released back-to-back, but with that 4 month gap, it raises some eyebrows.
Looove this work… and looking at the processing steps it WAS work. I want one…
Always so fascinating how 3D printing is like CNC but simpler. Most CNC machines use a 4th or 5th axis and move the part while leaving the endmill in the same spot. This one does the opposite, leaving the part in one place and moving the nozzle with 5 DoF