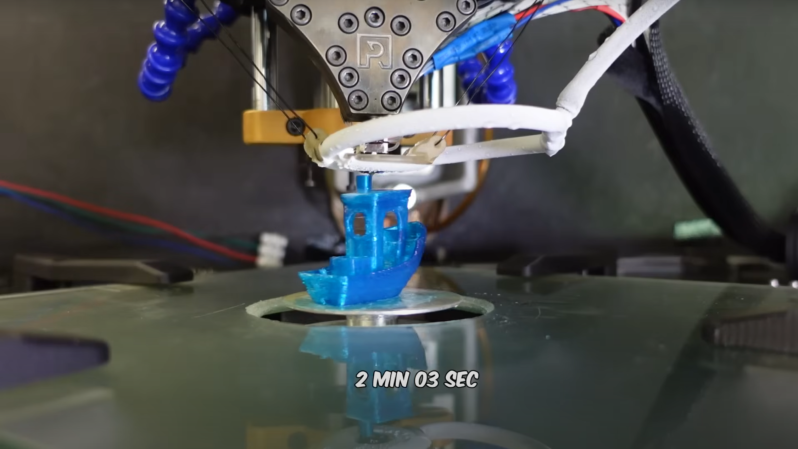
Commercial 3D printers keep getting faster and faster, but we can confidently say that none of them is nearly as fast as [Jan]’s Minuteman printer, so named for its goal of eventually printing a 3DBenchy in less than a minute. The Minuteman uses an air bearing as its print bed, feeds four streams of filament into one printhead for faster extrusion, and in [Jan]’s latest video, printed a Benchy in just over two minutes at much higher quality than previous two-minute Benchies.
[Jan] found that the biggest speed bottleneck was in cooling a layer quickly enough that it would solidify before the printer laid down the next layer. He was able to get his layer speed down to about 0.6-0.4 seconds per layer, but had trouble going beyond that. He was able to improve the quality of his prints, however, by varying the nozzle temperature throughout the print. For this he used [Salim BELAYEL]’s postprocessing script, which increases hotend temperature when volumetric flow rate is high, and decreases it when flow rate is low. This keeps the plastic coming out of the nozzle at an approximately constant temperature. With this, [Jan] could print quite good sub-four and sub-thee minute Benchies, with almost no print degradation from the five-minute version. [Jan] predicts that this will become a standard feature of slicers, and we have to agree that this could help even less speed-obsessed printers.
Now onto less generally-applicable optimizations: [Jan] still needed stronger cooling to get faster prints, so he designed a circular duct that directed a plane of compressed air horizontally toward the nozzle, in the manner of an air knife. This wasn’t quite enough, so he precooled his compressed air with dry ice. This made it both colder and denser, both of which made it a better coolant. The thermal gradient this produced in the print bed seemed to cause it to warp, making bed adhesion inconsistent. However, it did increase build quality, and [Jan]’s confident that he’s made the best two-minute Benchy yet.
If you’re curious about Minuteman’s motion system, we’ve previously looked at how that was built. Of course, it’s also possible to speed up prints by simply adding more extruders.














It’s impressive. Pretty ridiculous. Impressive none the less
That makes fanstastic prints for a three-minute benchy, which is probably more interesting to me than the goal of going even faster with sacrifices. But if what we can learn from this trickles down…
the github post processing script he’s using is the trickle down in effect :-)
If only they could speed up this video to a 2-minute benchy video!
When kickstarter? I need 3min benchy at home Mom. Just give us epoxy pour instructions for heavy table lol.
Not exactly related to his implementation, but: would it be possible to use liquid rather than air? Print in flowing water like an EDM. All the cooling you’d ever need. The problem then is keeping the hotend hot. I suppose you could stream water on the print like a mill’s flood coolant and keep the hotend mostly out of the coolant.
can’t move anything fast inside the liquid. If you move the workpiece then it will go flying under all the water resistance. Hotend at this speed would slosh the water around way too much. But someone did try it on a regular printer iirc, and it sort of worked fine
What about printing in a pressurized chamber? Does air at 10 bar have 10 times the cooling capability?
I understand that even higher pressure air leads to blowing the molten filament away and causing holes.
I would suggest to use compressed air around the nozzle, to prevent the water from cooling the nozzle too much and for drying the surface right where you want to print (layer adhesion). A little further away, a few water jets could be used for cooling.
Submersion will limit the movement too much.
Yes you can print under water.
It has been done:
https://www.youtube.com/watch?v=FY7lJexBUZQ
this reminds me
i got a sidewinder x3, a great printer at an incredible price. and it came with like 5 meters of filament and an sd card with a benchy on it. so on a lark, i printed it, and the benchy is pretty bad. it’s not awful but it didn’t seem any better than what my 10 year old home-built printer could have done before it died. as an aside, it was a stupid thing to ship with the printer because they didn’t give me its slicer settings…so it wasn’t useful even a little bit as a starting point for calibration.
but after i got the printer calibrated for my own uses, i realized, the reason the benchy was so awful is that they’d tuned it for speed instead of quality. they intentionally made it so that the first thing i print would showcase the printer’s weaknesses, because they noticed that people use benchy speeds as bragging rights.
shrug
fwiw one of the reasons i’m always railing against the pervasive pointless meditations on the effect of layer alignment on strength is that i’m absolutely obsessed with printability. one of the consequences is i try to only print small parts, so they’re fast even though i tuned my printer for repeatability over speed. i never leave it running unattended / over night.
slicer settings are usually embedded in the header/footer data, so they might actually have been present, you just needed to dump it into any text editor.
What he needs is a vortex tube to chill the air. Amazing little devices- with zero moving parts, splits a stream of compressed air into separate hot and (possibly very) cold outputs.