EDM (Electrical Discharge Machining) is one of those specialised manufacturing processes that are traditionally expensive and therefore somewhat underrepresented in the DIY and hacker scenes. It’s with great delight that we present EnderSpark, a solution to not one but two problems. The first problem is how to perform CNC operations on hard-to-machine materials such as hardened metals (without breaking the bank). The second problem is what to do with all those broken and forgotten previous-generation Creality Ender 3D printers we know you have stashed away.
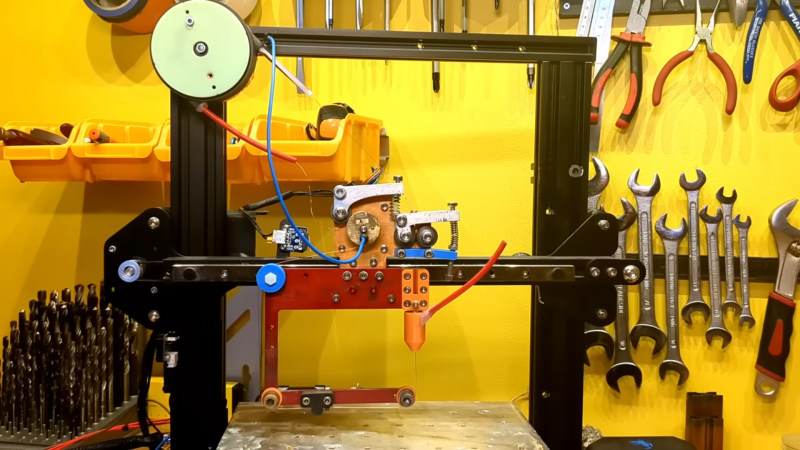
To be honest, there isn’t much to a cheap 3D printer, and once you ditch the bed and extruder assembly, you aren’t left with a lot. Anyway, the first job was to add a 51:1 reduction gearbox between the NEMA 17 motors and the drive pullies, giving the much-needed boost to positional accuracy. Next, the X and Y axes were beefed up with a pair of inexpensive MGN12H linear rails to help them cope with the weight of the water bath.
The majority of the work is in the wire feeder assembly, which was constructed around a custom-machined aluminium plate.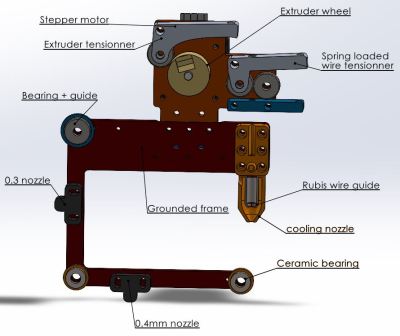 It’s not lost on us how the original RepRap bootstrapping concept could be applied here: a basic frame made externally in a low-cost material, then using the machine to cut a much thicker, stronger copy for its own upgrade. The main guide nozzle is an off-the-shelf ruby part surrounded by a 3D printed water-cooling jacket. To maximise power transfer from the wire into the electrically conductive workpiece material, the top part of the wire feeder, including the wire itself, is one electrode, and the entire bottom part of the frame is electrically isolated from it. The bottom part pulls the ‘consumed’ stock wire through the nozzle above and keeps it under tension, sending it onward to the waste spool.
It’s not lost on us how the original RepRap bootstrapping concept could be applied here: a basic frame made externally in a low-cost material, then using the machine to cut a much thicker, stronger copy for its own upgrade. The main guide nozzle is an off-the-shelf ruby part surrounded by a 3D printed water-cooling jacket. To maximise power transfer from the wire into the electrically conductive workpiece material, the top part of the wire feeder, including the wire itself, is one electrode, and the entire bottom part of the frame is electrically isolated from it. The bottom part pulls the ‘consumed’ stock wire through the nozzle above and keeps it under tension, sending it onward to the waste spool.
Electrically speaking, the project is based on stock Ender electronics, with an additional power driver stage to send capacitor-discharge-derived pulses down the wire from the 48V power supply, up to 10A, generating the needed tiny sparks as the wire is advanced into the electrically grounded workpiece. Industrial machines operate around twice this voltage, but safety is a big issue with a DIY machine. Not to mention 48V and water don’t make the best of friends. Speaking of water, it needs to be de-ionised to reduce dielectric loss, but ionic contamination will build up over time, so it needs to be regularly changed.
Software-wise, the machine is running on G-code, so all that is needed is a custom plugin for Fusion 360 to turn the extracted toolpath (they’re using the Wazer water cutter profile as a basis) into G-code, with knowledge of the material. There aren’t too many variables to play with there.
In the future, a few things are being considered. Adding closed-loop control of the pulse energy would be straightforward, but controlling the horizontal feed rate would be a little trickier to implement with a pure G-code approach. We’ll keep an eye on the project and report back any advances!
If you’re thinking you’ve seen this sort of thing before, you’re right. Here’s another DIY EDM machine, and another, and finally, a Kickstarter we covered a while back that converts any 3D printer into a wire EDM.
Thanks [irox] for the tip!














For a moment I was really excited about the idea that people are converting 3D printers into Electronic Dance Music machines…
Be the change you want to see in the world!
Also came here for that
I also!
Disco still sucks!
If you had a 3d printer w a EDM conversion and you attached it to a strapped down raver, you could produce rhythmic sounds.
But not with a bed slinger.
No way you could move the raver, no matter how tweaked out.
Then again, one axis might be enough, if you lined the high voltage discharge up with the ravers centerline.
@hackaday: @01:20 80V power supply, even with the automatic subtitling, as he does not say it very clearly.
I’am a bit surprised that an 80V power supply, some capacitors close to the target (That’s good) and a FET as a switch is the only stuff in the power section. Optimizing the power circuitry is one of the challenges for an EDM machine.
Software is another challenge. a (good) EDM machine does not just follow a path set by G-code, but it measures spark strength and adjusts the distance for optimum spark erosion, and it also detects short circuits and backs off when a short circuit is detected. Best I know there already is some Open Source software that does all this (and maybe more). I just had a look at the BaxEDM website and it suggests that LinuxCNC can run an EDM machine. But I guess that with the simplest EDM machine, you can ignore all that if you run it slow enough.
I’m mostly focussing on Milling / Turning and such for my metal work, but as far as I know baxedm had the best DIY setup for EDM, (at least a few years ago). He also sells a spark generator power supply (over EUR 4000) and other stuff for making your own EDM machine.
https://www.youtube.com/results?search_query=baxedm
Was also surprised by the simple power supply. I thought, maybe he found the holy grail of EDM power supplies.
One should note the most important property of deionized water is its high dielectric strength, which is lost once ions infiltrate it turning it conductive and dissipating the charge.
What are you using for your pulse power supply for the edm machine?
I was just looking at my old Lulzbot yesterday…
I thought I’d turn it into a lightweight laser carriage, but this seems more useful