 The idea of FDM 3D printing using granules rather than filament is an appealing one: rather than having to wrangle spools of filament that need to adhere to strict dimensions and cannot be too flexible, you can instead just keep topping up a big hopper with fresh granules. This is what [HomoFaciens] has been tinkering with for a while now, with their Direct Granules Extruder V7.0 showing significant improvements.
The idea of FDM 3D printing using granules rather than filament is an appealing one: rather than having to wrangle spools of filament that need to adhere to strict dimensions and cannot be too flexible, you can instead just keep topping up a big hopper with fresh granules. This is what [HomoFaciens] has been tinkering with for a while now, with their Direct Granules Extruder V7.0 showing significant improvements.
There’s also an accompanying article, with details of previous granule extruder attempts detailed on the same site. Many of the improvements here focus on making sure the granules melt properly before they reach the end of the extruder, with the auger screw helping to push things along. While this seems straightforward, there are many details to get right, with the previous v6.2 version having issues like the hot plastic backing up into the cold section and clogging things up.
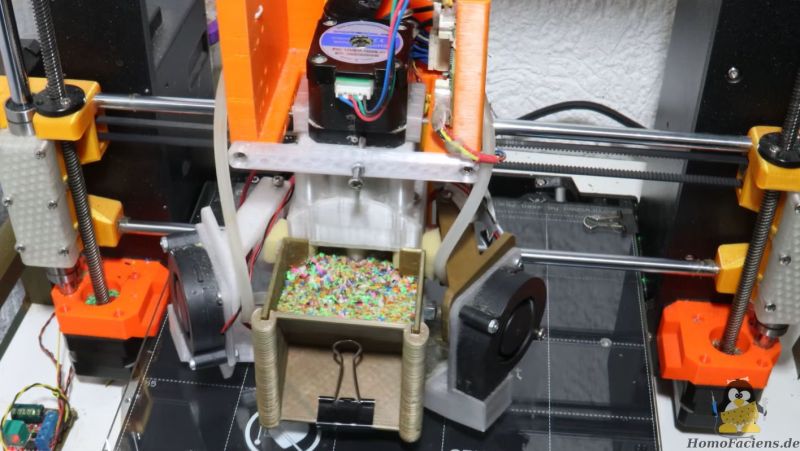
For the test bench a Prusa Mk4 FDM printer is used, with the standard extruder swapped for the experimental extruder. On the extruder the cold, top part is water cooled to ensure it stays cold, with each turn of the wood-screw-turned-auger providing the right extrusion speed. As can be seen with the print tests, the results look pretty good despite the extruder not having been tuned yet.
If you want to give it a shot yourself, the article page provides files for download.














Thanks for promoting my project on Hackaday (again). Version 3 made 5th on HackadayPrize 2021. It was a long road to V7.0 and the development continues. Hackaday was an inspiration from the beginning and still is.
Norbert this is awesome! Have you thought about finding ways to commercialize your success? I want one of these but don’t want to build it myself
Thanks! Maybe a small series of the core parts to trigger a wider adoption of this extruder, but that’s not carved in stone. From a commercial perspective, the “donate” button on my pages is widely ignored…
Has anyone considered the idea of flying injection molds?
I picture two membranes with actuators with plastic injected between them. These could sweep out wide, curvy surfaces in one go, as opposed to more usual layering.
This is really cool. That random stratified benchy is neat looking.
It would certainly simplify life for the people struggling to recycle plastic bottles or failed prints back into filament. It’s a lot easier to shred plastic than the reform it into a filament of precise diameter.
On the down side, you probably lose the ability to do retractions and recovering from clogs could be a nightmare.
of course, my extruder can perform retract. Simply turn the screw counterclockwise. Otherwise you could see stringing on the Benchy.
In previous versions clogging was a nightmare, but not with this one. The friction, the stepper has to overcome in normal operation is relatively high. The extruder motor stalls long before the clogging gets really ugly.
I am definitely building this, I’ve been saving my scraps. I had the idea that a garbage disposal would process the prints into granules, and it works very well. I wanted a filament extruder, but skipping that step is even better. I’m curious how the guy processes his scraps, I imagine smaller is better considering the trapped air.
I suspect the higher surface area would be easier to dry but harder to keep dry.
A compressor powered dehumidifier seems a little overkill but I expect a small peltier one would take quite a while.
I wonder about repurposing an air fryer with a dehydrate setting in place of the plastic bead hopper, feeding the printer directly from it.
With the added bonus of slightly preheating the plastic.
For the one who does it, a hack worthy of being featured perhaps.
“I suspect the higher surface area would be easier to dry but harder to keep dry.”
Our pellets are 3mm in diameter ~17.5mg pla/pellet
A 3mm diameter pellet has a surface area of 0.28cm2
Assuming filament has 1.75mm in diameter it would require 0.584cm to equal ~17.5mg of pla. That works out to a surface area of (excluding end caps) 0.3212cm2.
So in actuality there is ~13% less surface area in 3mm pellets than there is in an equivalent weight of 1.75mm filament. Additionally the granular nature of pellets allows better airflow through the mass than a coiled spool of filament allowing easier drying.
Any filament or form factor of pla is easy to dry, it’s keeping it dry. The 1kg spool sits on your printer til you use it up, unless you print out of a drybox (like I’m doing now), but pellets can just go in a container, like a mason jar, and they should keep. the slicer tells you how much your print needs, so you can just pour in what you need each time. So I htink granues make that problem easier to deal with.
I was talking about the space between the granules as the screw moves it that air has to go someplace. tiny pieces in between the larger pieces would maybe work like the highly reflective coatings.
There is no space between the granules to consider. In a properly designed screw feed, The granules are melted by contact with the heated screw. It is pushing molten plastic down the barrel. Any air between pellets simply rises out into the hopper as the feedstock is melted and extruded.
In contrast to filament extruders, this design allows air or steam to get out of the tube. What impact humidity has on the print quality will be investigated in the future.
Perhaps there needs a tiny 3d printer sized wood chipper for the scraps, to turn them back into beads again. Or something like a pasta/hundreds and thousands maker but for plastic. Rotating perforated disk maybe even a ball mill.
Would be grat so get feedback from your copy of my extruder.
I grind failed prints to raw material with a modified mill:
https://homofaciens.de/technics-machines-3D-printer-Granules-with-a-grinder_03_en.htm
Looks like a big issue is not using a screw with a proper geometry for plastic extrusion. A wood screw does not increase pressure along the path of the pellet.