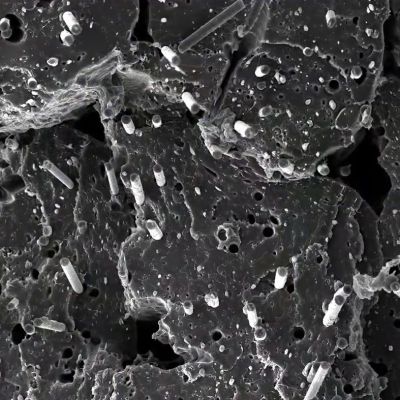
After recently publishing a few videos covering research into the poor adhesion between chopped carbon fiber (CCF) and the thermoplastic filaments as used with FDM 3D printing, some of the feedback received by [I built a thing] included the idea that the missing step to make CCF additives work was post-print annealing. Naturally this claim had to be investigated, both through the resulting physical characteristics as well as on a microscopic level in the same scanning electron microscope (SEM) as before.
Theories as to why annealing the parts would help here seem to focus on increased bonding and filling of voids in the printed CCF-infused material, while there are the typical worries with annealing such as parts warping and shrinking to also take into account as potential downsides of this treatment.
For the sample materials PETG and PETG-CF, as well as PLA and PLA-CF filaments are used, with each filament type featuring an annealed and not annealed version. These were then tested for tensile strength, stiffness and failure type, as well as dimensional accuracy and warping, before being examined under the SEM. A total of 160 samples were used, with 20 samples per material and annealing state.
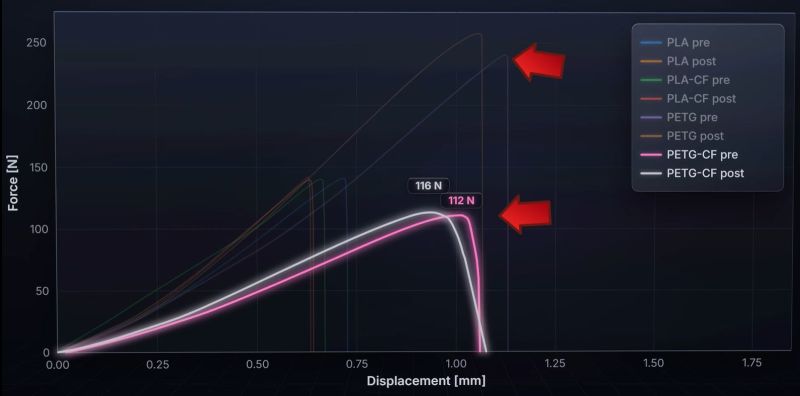
Perhaps the biggest surprise here was how much PETG benefits from annealing, making it much more resilient to breaking, whereas neither PLA nor PLA-CF seemed to see much benefit. Shocking was how much worse PETG-CF performs than PETG, with the former being worse than both PLA and PLA-CF here.
In terms of dimensional accuracy, annealing caused a Z direction expansion while shrinking the samples in the other directions. The CCF addition here actually prevented much of the shrinking and expansion, showing the first clear benefit of this additive. Yet despite annealing at right above the glass transition temperature as is proper, this would seem to be the limit of this approach in terms of practical benefits.
Compared to the previous research that focused on PLA-CF, PETG-CF would seem to make the case even more strongly that there’s no real purpose to CCF additives, especially since you can already account for parts shrinkage during annealing before printing. That there’s no improvement to the CCF and thermoplastic interface adhesion is also no mystery, considering the science behind how e.g. thermoset materials create bonds with CF.














just gonna point out again that these are all the same numbers. the smallest number is 321 N and the largest is 542 N. those two numbers are identical. if you throw out the garbage CF filaments, the smallest is 454 N, which is even more identical to 542 N.
focusing on this sort of strength-of-filament metric is not a meaningful way to improve your prints in real life. for example, the difference between new PLA and year-old PLA is much larger than any of the differences measured here. there are things that really matter for your prints, but this ain’t it.
just trying to discourage from people filament shopping for strength. if your designs are failing for lack of strength, there are many much more effective things you can try than shopping for a new filament.
and i’m just gonna point out that youtube is intrinsically an awful way to present information
While I’m gonna say I mostly agree with your conclusion of “your parts fail because of their design, not their material”, that is only true 95% of the time because 95% of the time people obsess over the wrong metrics while discussing material selection.
Ultimate strength and tensile/bending modulus are nearly meaningless with how anisotropic FMD printed parts are. They are almost certainly the wrong figures to compare when choosing which material to use for most real world parts.
The thing that people who complain about their parts breaking need to be hearing more often should be “print with polypropylene” or “print with TPU” (of a shore D hardness above 60 for parts you don’t want to be bendy)
The truth is that for most real world uses, the ability of a plastic part to deform at failure instead of breaking apart or shattering under impact is A LOT more important than whatever the ultimate strength figure is. And for your part to not shatter, specially along layer lines, you want a material with good inter-layer and inter-extrusion bonding.
Most FDM materials simply don’t have that, and fiber “reinforced” offerings sacrifice impact strength for negligible gains in ultimate strength, often at the cost of inter-extrusion adhesion.
Polypropylene and TPU will never shatter, and almost never come apart at the layer lines.
You need something more rigid than plain PP? Try glass fiber filled PP.
Your printer can’t handle PP? Try >64D TPU.
The material properties of “high-end” 3D printing filaments that everyone fawns over almost never come into play in the real world, because for most non-specialized use cases, the limitations of the FDM printing process will kneecap the performance of your part waaay before you approach those ultimate strength figures.
Design your parts properly, yes. But also stop thinking that a 100-200 $/kg carbon fiber engineering polymer is going to be the answer when a 20-40 $/kg PP or TPU is gonna perform much much better than fancy PLA or PETG while also taking as many impacts as you throw at it.
Impact loads kill parts way more often than sustained ones. And leverage splits parts along layers long before reaching ultimate strength.
Design your parts thick enough to work with the low modulus of these polymers and forget about the “high-end” filaments with carbon fiber contamination in them.
The primary filament to benefit from carbon filler is nylon, which has layer adhesion to spare and can be lacking in strength. The guys designing gun parts for printing seem pretty rigorous in finding the failure points of plastics and additives. Seems like the general consensus is carbon fiber is for warping and resolving excessive flexure when you can’t just make something thicker. Glass fiber is almost as good but if you’re looking for dying to color match.
Can be lacking in stiffness*, darn your absence edit button.
It seems to me that people REALLY WANT carbon fiber to work.
It wouldn’t surprise me if someone eventually finds a method to make it beneficial.
It also wouldn’t surprise me if given the same effort to find a way to make carbon fiber beneficial one could make find a way to make even dog crap beneficial. This does not mean that one should…
I used to say the same thing. Until I had to engineer a part that required stiffness.
Certainly there are people who really wish chopped CF made parts stronger (it doesn’t, really). And it reduces toughness (which is basically flexibility).
Then there are use cases where you want stiffness, or dimensional stability. There are cases, such as the part I am printing right now, where bending is failure. Chopped CF makes the material about twice as stiff. Meaning it can take before bending out of shape and the assembly falling apart. The other side of that is that when the limit is exceeded, it’s at the breaking point – it won’t bend, but will instead suddenly break.
For many uses, you’d rather it bend at a lower load, and show the telltale white area that tells you that it’s overloaded, before breaking. “Tough PLA” is great for those. For other uses, as soon as it bends that counts as failure, because it would no longer be doing the job is needs to do. If bending is failure, a CF material is very much superior for stiffness.
This is the same clown who is printing fiber reinforced filament with a 0.2 mm nozzle then acting like it’s a revelation that doesn’t work well (for the clicks).
At least this time he cropped the 200um scale off the SEM pictures.
Getting to be a better clickbaiter.
But shows ‘consciousness of guilt’.
You’d think he’d learn that he can get clicks cheaper from Indian click farmers, stop paying HackaDay.