We’ve seen a lot of experimenting with 3D printers over the years, and that is a good thing. However, [Tyler] has had a bad experience with experimenting. He has a Printrbot Simple Metal and decided to try nylon weed wacker line. Since he wanted to get straight to printing, he skipped the apparently important step of drying the trimmer line before printing. This experimentation ended in several clogged nozzles. Removing and cleaning the nozzle several times put undo stress on the Ubis hot end wires and they broke. Things were not going well.
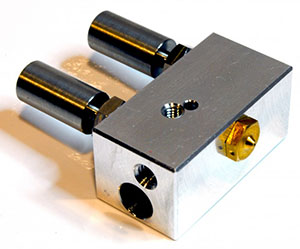
In an effort to make his printer more repairable, [Tyler] ordered up an aluminum RepRap heater block, heating resistor and thermistor. The heater block was tapped with standard M6 threads but the Ubis was 1/4 inch. This was remedied by drilling and tapping the M6 hole to 1/4-20.
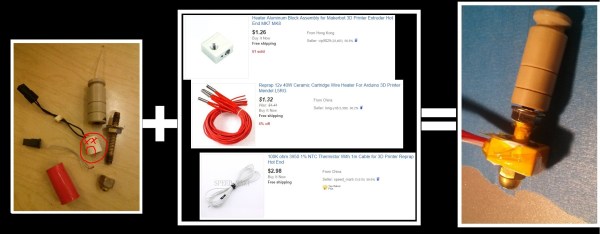
Now for the nozzles, [Tyler] bought a handful of cheap brass acorn nuts. He drilled a hole for the molten plastic to exit the nozzle, then used a Dremel to grind the acorn nut’s dome into a cone. He reports it only took him about 5 minutes per nozzle.
It looks like [Tyler] got back to printing with a little creative thinking. Unfortunately, the Ubis and J-Head hot ends are not interchangeable. A couple of other ex-Ubis users have made J-Head adapters for their Printrbots.