Is it possible to make an entertaining video about turning a cube of aluminum into a slightly cubier cube? As it turns out, yes it is, and you might even learn something along with the sight gags and inside jokes if you watch [This Old Tony] cover the basics of squaring up stock.
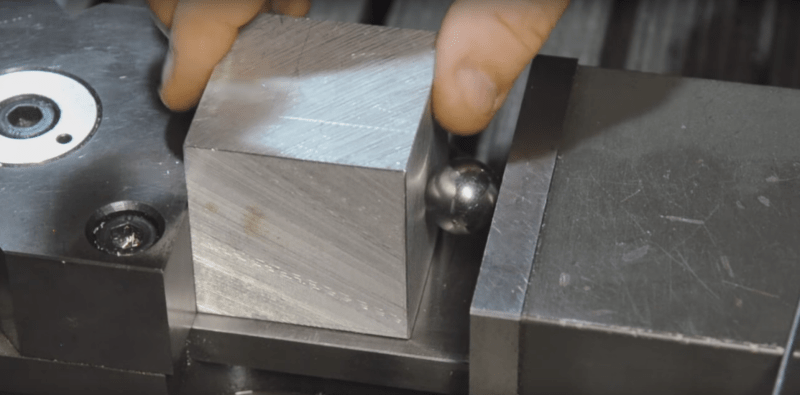
Whether you’re working in wood or metal, starting with faces that are flat, smooth and perpendicular is the key to quality results. [Tony] is primarily a machinist, so he works with a nice billet of aluminum and goes through some of the fundamental skills every metalworker needs to know. When you’re working down to the thousandths of an inch it’s easy to foul up, and tricks such as using a ball bearing between the vise jaws and the stock to prevent canting are critical skills. He covers tramming the mill, selecting which faces to cut and in which order, and ways to check your work on the surface plate and make any corrections if and when things go wrong. Look for cameos by fellow machinist [Abom79] and [Stefan Gotteswinter], including one with [Stefan] in a very compromising position. But a ball in a vise and no [AvE] reference? C’mon!
[Tony] makes a potentially tedious subject pretty entertaining by keeping things light, and we appreciate both the humor and attention to detail. He’s turned out some great videos that we’ve covered before, like making your own springs or a shop-built boring head, and his stuff is really worth checking out.













Don’t forget to check that all the angles add up to 360 degees. …
… In case you broke the universe somehow.
They will actually always add up to more than 360 degrees. Luckily for a cube this small, not by a measurable amount. It’s a property of a curved universe however that angles always add up to more than 360 degrees, because your so-called straight edges have to follow the curve of the universe.
What size the object has to be for this effect to be significant ?!
It doesn’t. If the universe is curved, so are your measuring tools.
this is the ideal use-case for your 4-dimension calipers. make sure to zero them out first to SEGMENTATION FAULT
This might imply that it’s impossible to measure the curvature of the universe, but that is most definitely not true.
I’ll stop here, because what I remember from auditing a General Relativity course seven years ago is conflicting with what I’m seeing from a brief googling.
Draw a triangle on sphere, pole to equator, 90 degrees of longitude at the pole. Sum of the inside angles is 270, not 180. Curve of measuring tools won’t change that.
The universe could have negative curvature (saddle-shaped), positive curvature (spherical), or no curvature (flat), depending on its size and how much mass it contains.
Calculations of mass indicate that the universe *should* be curved, but observations of the universe *itself* indicate that it’s completely flat at all scales.
This is one of the unresolved questions of physics, the so-called “missing mass” of the universe. We can see secondary effects that indicate that there’s more mass than we can observe, such as galaxy spin. We can tell how fast galaxies spin by measuring the doppler shift on either side of the edge, and calculate that the observable mass isn’t enough to keep all the gas and stars together at that rotational speed, hence there has to be more mass there that we can’t see.
This also gives rise to theories about dark matter and dark energy.
Measuring curvature depends on how much curvature there is and how big your ruler is. If you have a big sphere, you can measure the ratio of the circumference to the diameter and see curvature effects.
Feynman calculated how much of an effect this was (for a specific value of curvature) and determined that if you could tunnel through the Earth the difference would be a few mm’s (if I’m remembering this correctly), and if you could tunnel through the sun it would be on the order of a yard.
Or similar. Obviously it’s difficult to make a direct observation, and we have to rely on secondary effects.
will there be a Post everytime [ThisOldTony] adds a Video to Youtube?
I promise to stop when he stops making informative and entertaining videos with high production values, great content, and broad appeal to the hacker community. I swear I will.
His channel is amazing, as are a few others. I wonder if Hackaday should start like a video roundup column or something. I actually got into following machinists on youtube after seeing one of This Old Tony’s posts about a year ago on hackaday.
So as long as he’s cool with you mooching off of him to make it seem like you’re actually working on articles, much like when you guys repost something from dangerous prototypes or the like?
How about working on some of your own content for a change HaD?
Oh my god. Stop whining. Dont like the articles then stop coming here.
Posting links to things around the web that are of interest is kinda how this place started. How about paying attention to HAD a bit?
If they did their own content this site would be called “HackAMonth” or “HackAYear” and another site would have to call our attention to it.
He probably got a few hundred views, at least, from this article, so he’s making more money. Who would ever have issue with HaD posting their content? It directly leads to more page views and adds backlinks to improve search engine ranking. Really the only downside I can think of is the inadvertent DDoS from TOO much traffic, which occasionally happens on the small sites.
I believe the issue is with the readers…HaD is awfully similar to my YouTube suggestions from yesterday..every day. I’m not saying it is bad, but is..something.
Nice. I don’t think I will be hitting this precision with the $60 X-Y table I just bought from some nice folks in the east, but it gives me something to dream about.
I watched this entire video, even though the only tool he used that I also own is the can of WD-40
When my dad was training to be an engineer, one of the early challenges was to machine a square slot through a bit of metal and a cube from another bit so it would fit inside very closely. And they had to be able to turn it and fit, and turn it and fit…
Those that were out by some barely visible margin, I think my dad said a “few thou”, elicited a “You could drive a double decker bus through that gap – do it again” and the guy training them would throw the failed attempt across the room.
If you need a perfect cube, use a lathe. (REALLY, its not a joke!)
Not always so perfect: a lot of lathes have a very slight misalignment between the bed and the cross-slide, intentionally, so they cut just slightly concave surfaces and produce cylindrical faces that sit flat rather than rocking. So, while your faces may be square to each other, they may no longer be planar.
I’ll say it before someone else does… the sides of his block are square, but that doesn’t mean they are squares. English is terrible. In this case, I don’t think the sides were ever implied to be squares, nor was that the objective of the video.
On an unrelated note, I love how he emphasizes the understanding of tolerances. It was never supposed to be perfect. People will go insane trying to achieve unnecessary precision.
Also, I have a question for the machinists out there: couldn’t he have used his machinist’s square to determine the offending face? He has eight edges, he need only mark each one as either square or not. The pattern of square and non-square edges should reveal the geometry of the block.
A square is nothing compared to a surface plate and a test indicator. Use a square only as your last resort.
I made two objects very flat once, so flat that you could use one to pick up the other as if they were magnetic, it would have been a neat exercise to do two entire cubes with the same level of surface quality.
When tapping down the workpiece in the vice, its better to have a piece of brass or ally and hit that with a mallet, it stops the workpiece bouncing of the
bottom face, trust me it works.
Why do I not have equipment like that, a shaublin miiler…… heaven.
Loved the end of the video … for final stage hack it with a piece of smoking paper