“Gummy” might not be an adjective that springs to mind when describing metals, but anyone who has had the flutes of a drill bit or end mill jammed with aluminum will tell you that certain metals do indeed behave in unhelpful ways. But a new research paper seeks to shed light on the gummy metal phenomenon, and may just have machinists stocking up on office supplies.
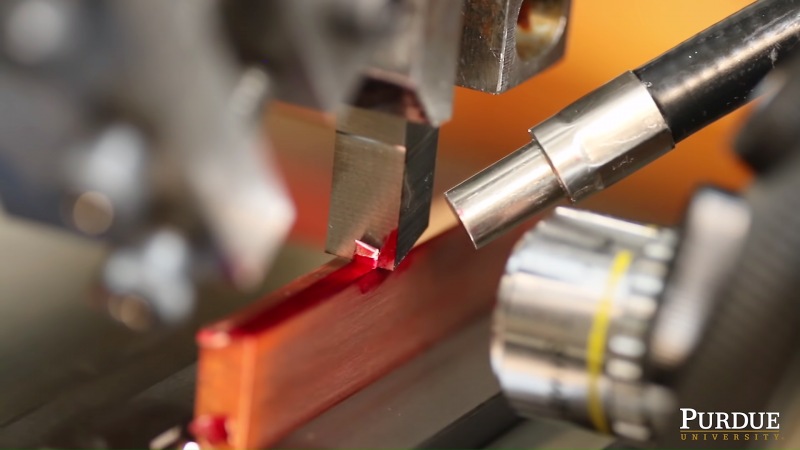
It’s a bit counterintuitive that harder metals like steel are often easier to cut than softer metals; especially aluminum but also copper, nickel alloys, and some stainless steel alloys. But it happens, and [Srinivasan Chandrasekar] and his colleagues at Purdue University wanted to find out why, and what can be done about it. So the first job was to get up close and personal with the interface between a cutting tool and metal stock, to observe the dynamics of cutting. In a fascinating bit of video, they saw that softer metals tend to fold in sinuous patterns rather than breaking on defined shear planes.
Source: American Physical Society.
Having previously noted that cutting through Dykem, a common machinist’s marking fluid, changes chip formation in soft metals, the researchers tested everything from Sharpies to adhesive tape and even correction fluid, and found that they all helped to reduce the gumming action to some degree. Under their microscope they can clearly see that chips form differently once the cutting edge hits the treated surface, tending to act more brittle and ejecting rather than folding. They also noted a marked decrease in cutting force for the treated metal, and much-improved surface finish to boot.
Will Sharpies and glue sticks enter the book of old machinist’s tricks like gauge-block wringing? Only time will tell. But for now, this is a pretty fascinating bit of research that you might be able to put to the test in your shop. Let us know what you find in the comments.
[via Phys.org]
Thanks to [Qes], [Rob], and [Erin] for the near-simultaneous tips on this one.














When will people learn to use ethanol as cutting fluid? Works VERY good for cutting, drilling, filing etc. No mess to clean up afterwards either. I once heard about some morons using diesel for this – I’m having trouble imagining the mess that would create. Ethanol smells soo much better…
At least it works well with aluminium. I’ ll try the pen method from the video sometime. Gluestick seems to messy to be practical. I have no wish of getting my lathe covered in glue…
According to the video, ethanol only seems to work well with some metals. Not at all with others.
And it is a lot of fun too. You are always one spark distant form observing some firefighters in action.
You’re american, right?
I’m pretty certain that ethanol is flammable in all countries throughout the world, not just the US.
But at least we all know that ethanol only causes cancer in California; but once you cross the border you are safe :D
It’s well known that heavy mineral oils are carcinogenic (cancer causing) once heated. Just look at the warning label on manual gearbox, diff or crank (sump) oils. Manual gearboxes don’t get very hot.
Diesel, a lighter mineral oil is also know to be carcinogenic once heated by combustion.
So I expect that there is some probability that lighter mineral oils like kerosene and ethanol may also produce carcinogens as well.
Just remember that there are many things on this planet that are out to kill you and inevitably they succeed so don’t give them a helping hand along the way.
So fearful. Shops with grinders spraying sparks and cutting torches and welders spewing globs of white hot metal. And lubricants on everything. Why don’t they all burn to the ground? I would say keep the area clean and remove chips with oil on them. I used a water based cooling and cutting agent for years that also stopped rust. Molecular Edge. It was a lot like Simple Green and degreased parts too. There must be an equivalent today. But the point is that it did not produce chips with oils on them and lathe and milling machine beds were clean and oil-free.
The comment about fire was about ethanol, not oil. So you might reign in the scorn a bit.
Ethanol is a hell of a lot more flammable / has a way lower flash-point than most oils or lubes. Diesel is hard to light with a regular flame or spark unless compressed or heated up or given a “wick”.
Isopropyl alcohol seems to work well on aluminum.
Try spraying so ethanol on a piece of Inconel or 316L stainless and let me know how that goes for you.
And you would use kerosene not diesel…if you’re old school it was common practice.
The chart in the video shows they did test ethanol. Diesel and kerosene are a lot less volatile than ethanol. Not that I suggest using any of them.
Much better to be breathing ethanol. Don’t use methanol. A little ethanol fire will be out before you can do anything and it is miscible in water.
That’s interesting but I don’t think it is definitive.
I notices that they claim that wax (paraffin) had no effect.
I use wax when cutting aluminium with a Tungsten Carbide Tipped (TCT) cutting disk and it definitely improves the cut quality. My hardware store sells wax stick for exactly this purpose.
I think the difference is the speed of the cut and the temperature of the cutting point.
A good cutting disk will transfer more heat to the chips being ejected so the cutting surface remains cooler.
Also, just like drilling there are optimum cutting speeds. If you drill at too higher speed the cutting edge will chip instead of swarfing.
If you cut aluminium at too high a speed then the chips being dragged through the cut slot will score the cut edge as the cut edge becomes softer from the heat.
Bit volatile though and more so as it heats up during cutting. Which raises the question if chilled ethanol such as recycled and filtered throughout process would be as effective such as offering opportunity to change swarf properties too for any secondary reasons eg making it less springy so it crushes easily to take up less space ?
Another alternative is the petrol injector test fluids, less volatile bit less combustible and with comparable viscosity over wider temperature range…
There are cutters made for non-ferrous metals that have a different rake and edge geometry to get a smooth cut. I haven’t had much cause to machine copper but brass and aluminum machine just fine, I think it’s easy to cut nicer than steel. That said, these bits tend to be priced for machine shops so a hobbyist might be best off using office supplies as a surface agent.
Im amazed that no one has mentioned WD-40. Works well on Al and brass
What about instead of using all kinds of other things that were never intended as a cutting fluid, just spend the $20.00 and buy of gallon of cutting fluid. I use it in a mister and it works great, now clean up either.
Just to point something out…these guys arn’t doing research on ‘how can I be cheaper’ But rather how can one reduce cutting forces, which then increases tool life span, and overall industrial costs. My first issue with this would be the inherit drying time between layer application and drying, which would increase costs….But it’s an incredible and surprising result non-the-less
how about spray paint?
Or cutting oil?
https://www.youtube.com/user/Abom79/videos
This guy knows his stuff about cutting metal.
I have had amazing success machining aluminum with isopropyl alcohol, rubbing alcohol. It’s relatively cheap too. I haven’t tried it on copper. I also discovered that dawn dish soap encourages a great finish when milling molybdenum.
Your mileage may vary.