Fused-deposition modeling (FDM) printers have the lion’s share of the 3D-printing market, with cheap, easy-to-use printers slurping up thousands of kilos of filament every year. So where’s the challenge with 3D-printing anymore? Is there any room left to tinker? [Physics Anonymous] thinks so, and has started working on what might be the next big challenge in additive manufacturing for the hobbyist: hacking cheap stereolithography (SLA) printers. To wit, this teardown of and improvements to an Anycubic Photon printer.
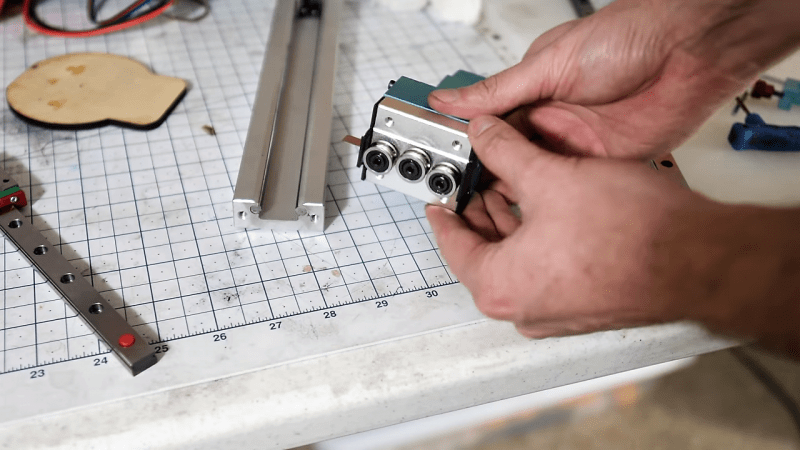
The Photon, available for as little as $450, has a lot going for it in the simplicity department. There’s no need to worry about filament and extruder issues, since the print is built up a layer at a time by photopolymerization of a liquid resin. And with but a single moving part – the build platform that rises up gradually from the resin tank on a stepper-driven lead screw – SLA printers don’t suffer from the accumulated errors of three separate axes. But, Anycubic made some design compromises in the motion control area to meet their price point for the Photon, leaving a perfect target for upgrades. [Physics Anonymous] added quality linear bearings to each side of the OEM vertical column and machined a carrier for the build platform. The result is better vertical positioning accuracy and decreased slop. It’s a simple fix that greatly improves print quality, with almost invisible layers.
Sadly, the Photon suffered a major, unrelated injury to its LCD screen, but it looks like [PA] will be able to recover from that. We hope so, because we find SLA printing very intriguing and would like to dive right in. But maybe we should start small first.














He should offer the machined upgrades for sale :D
Agree
I bet someone is by now if you check the user forums on facebook for example. I have a Mars and in that group a guy in england makes a dual rail slide upgrade for some versions, Ive installed it on mine.
“Simple fix”. I don’t even wanna imagine how much that CNC costs
Costs 150$ if you have a community college and 3 hours a week to take a class, and the personal skills to befriend a professor with a set of keys
Stereolithography printers seem good except for the fact that prints degrade in UV light, the resin is really expensive and last I heard had an odious aroma and was highly toxic. I think it’s a fantastic technology for making objects to cast but not for final products.
Other than that Mrs. Lincoln, How was the play?
The resin is pricey. But, for the type of part we typically make, that’s not an issue. The larger prints are hollow, with a 1-2mm wall thickness. So, resin usage isn’t that bad.
As to the rest, you’re partly right. I can’t tell you about the long term, but a few months hasn’t been an issue with UV light. If that does turn out to be an issue, then it is simple enough to hit the print with a quick coat of UV-blocking acrylic lacquer. Many materials degrade in UV light, including most plastics.
Smell depends on which resin you use. Some are pretty bad, but some are pretty much odorless. I just use the ones that don’t smell.
I don’t have the MSDS on all the resins, but the ones I’ve seen have the fumes as an irritant, and a possible allergy risk, but not as a serious toxin. Ingesting the resin, on the other hand, would be a bad idea.
As to not making final products. There is a lot of truth to that one. Most resins are very brittle. Structural resins with greater strength are coming onto the market, and are a big improvement. But, like all 3D printing at this point, this is a slow process. Anything that needs to be made in multiples is likely better off cast.
Resin printing is, I believe, a niche application – it makes small objects with superb detail. FDM simply can’t do what I do with my Photon (I make scale model boat parts). As an example, overnight I was able to print a perfect 1:32 scale model of a 10′ dinghy – completely accurate including the thickness of the components. All I had to do was glue on the two thwarts, glue on two cleats, and paint it. That piece would have been a difficult casting, and Shapeways would have charged the earth for it, due to its size.
But, you didn’t get to some of the other disadvantages. It’s messy – you have to clean the print in isopropyl alcohol, then cure the dissolved resin and filter it out of the IPA. Uncured resin can’t go down the drain. And, you have to post-cure the print in a UV light curing box. Many of the resins are oxygen-inhibited, like laminating resin in the fiberglass industry. So, those prints have to be cured in water with 10% glycerine added. Then, you have to wash off the glycerine.
So, you’ve really got to want it. It’s a much larger investment in process than FDM printing. But, if you do small, detail-heavy work, it’s unparalleled.
Have you looked at Resinaway by Monocure as an alternative to IPA, cleaner, non flammable and better odour. It might be worth a look for you.
Thank you for the suggestion.
I have tried it briefly, but for my purposes it is inferior to isopropyl. It is extremely expensive, has a pungent and irritating odor, and has to be taken to hazardous waste collection for disposal.
The advantage is that it is safer to use in an ultrasonic cleaner and requires less agitation to dissolve uncured resin.
On the other hand, isopropyl can be exposed to UV, the solidified resin filtered out, and topped up as required. If I do need to dispose of isopropyl, I simply leave the container open and it evaporates, leaving insert, cured, resin powder, which can be disposed of in the trash.
The anycubic photon-s 2019 model seems to have similar improvements – just search on aliexpress.com for anycubic photon-s.
Hi,
The modification looks great, but what about the standard lousy brass nut? In my Anycubic Photon it adds a huge amount of backlash, thus invalidating the high accuracy brought by the rails, unless replaced with a good anti-backlash one.