CNC machining is a wonderful thing, taking away a lot of the manual work required in machining and replacing it with accurate, repeatable computer control. However, this doesn’t mean that you can simply click a few buttons and become a great machinist overnight. There are a wide variety of skills involved in utilizing these tools effectively, and [Adam Bender] has created a guide to help budding makers learn the skills of design for CNC milling.
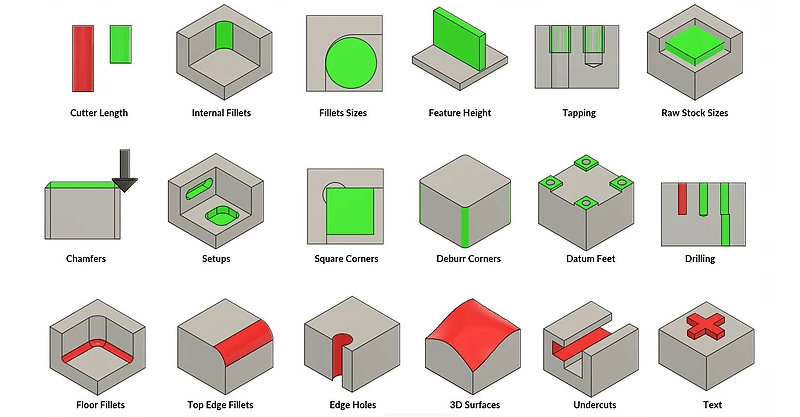
[Adam]’s guide starts from a basic level, considering 3-axis CNC milling with the most commonly used tools. From there, a whole range of tips, tricks, and potential pitfalls are discussed to help new machinists get to grips with CNC milling. Everything from dogbone corners, to tool selection and feature heights are covered, as well as cost-saving techniques like minimising the number of setups required.
These are skills any engineer will learn in a hurry when approaching an experienced CNC machinist, but it’s always better to go in forewarned and forearmed. Of course, for those eager to not just work with, but build their own CNC machine, we’ve covered that base too. Video after the break.














Thanks for this video, I really enjoyed it. Even moreso after 9:26 in the timeline! 😁
You sure need tooling with a radius to do floor fillers. But this is the way to go for serious work. All Aviation parts are done with at least 2.5mm floor fillets 4mm being the norm.
at the text is nice, but I only get heavy blurred up images :-/
Cutter length is a complex issue, if one had an unlimited budget to buy as much tooling as one wanted to then you could easily pick the tool you needed based upon his criteria (shortest and fattest = best). Unfortunately that is almost never the case and quite often you have to pick from tooling that is available.
The thing that i didn’t see him address was depth of cut vs step-over, one of the things i see often is shallow cuts with a large step over which is the least cost effective way of using a tool. I was always taught to use as much of the dominant cutting face as possible to even out wear along the length of the bit and take smaller step overs to lower the force on the cutter.
Now if you are sending it out then the above doesn’t come into play, but one should make an extended effort to design features to be machined by common tool sizes. Your best bet is to find a good machine shop who can work with you on your design and don’t get upset when the machine shop sends your drawing back all marked up. The machine shop will know what tools they have as well as machining capabilities they have (3 axis, 5 axis, etc), do not use any of the online prototyping services for anything that a ball park quote. The online services will not work with you to make your design better and will just make things to the drawing even if the drawing has clear design intent and/or tolerance issues.
I’m not sure I follow your logic on the first part. As he mentioned in the beginning, one of the primary goals of the video was to show how to design for a production environment. In such an environment, the operations/fabrication management should be buying tooling for the specific product to be manufactured and will probably have to buy in quantity so they have replacement cutters ready when the old ones fall out of tolerance and/or get dull. Your points make sense for prototyping at home or in a small shop but that didn’t seem, to me, to be the point of his video.
Additionally, the kind of outsourced machining services he discussed at the end of his video should be fully outfitted shops with the whole spectrum of all but the most exotic cutters (because they have to be ready for whatever orders come in the door) so I don’t see how it’s an issue in that case either.
If a machine shop has to buy specific tooling for your job then it will cost more, consult with your machine shop of choice to find out what their more common tooling is so that they can use their discounts from buying batches instead of a unique tool for your job (they should be able to tell you diameters and cutting lengths). There are quite a few selections of solid mills that you can get as diameters usually increase in 1/64 inch increments and lengths are extremely variable, there is no shop that is going to buy batches of every combination possible and will often settle on a few different sizes that they buy in bulk.
If we are talking about large batch production machining (more than a couple hundred parts) then yes it makes sense to buy individual tooling for the job, but if you are sending a prototype out then you can save a bunch of money by designing for the shops commonly used cutters. The video states that these are techniques to be used for lowering the costs of machining and doesn’t specify the quantity of production, it does point to three online prototyping services so i don’t really see how you could say that prototyping/small batch jobs are not the point of the video. He also points to leaving extra space on the bottom of the stock to be held in a vice and no mention of fixturing which also led me to the small batch/prototyping mind set as large quantity jobs would definitely feature fixturing.
My issue with the online services mentioned has nothing to do with the tools and everything to do with the feedback. Going to a local machine shop will get you much better feedback on your design and lowering your machining costs than the online places, and its not just the tools but tolerances, dimensions and other GD&T issues. A 15 minute conversation with an actual machinist can save you hundreds of dollars, while the online services will just run the job you send in.
What you are suggesting is not improving a design. You are describing how a shop would change your design to meet their capabilities. I would never chose a shop that operated that way. The best compliment you can give a shop is that they did exactly what you asked for. Nothing more nothing less.
Also I’m not sure we have the same understanding or concerns of “common tool” is. A 4mm end mill is not a common size. Why would that make an operation more expensive when a design calls for a 4mm drill for a 4mm pin to be dropped in and the shop has “common” 3mm bits? Their not gonna source a 4mm bit; they’re gonna use the 3mm to cut the 4mm hole.
Suggesting that the design call for a 3mm hole doesn’t make the design better. It just makes the machinists job easier.
“The best compliment you can give a shop is that they did exactly what you asked for.”
I disagree, but people who have never actually machined before quite often have no clue what they are asking for. Working with the machine shop can improve the design by lowering the cost, that is considered an improvement as cost is always a factor and as the designer it is important to understand when those changes affect other aspects of the design. That is also why you always get multiple quotes when looking for machining, i typically use 4 different shops around me because each shop has a specialty and it reflects in the quality, cost and delivery time. The reason i disagree is that i believe any contractor should be working with you, not just doing what you say. If i hire any contractor it is because they are an expert in what they do and i want the best quality work done, I am not an expert in machining and thus i take any feedback from the experts seriously and work with them to get a superior product in the end. I dont just change what ever my design is to suit their capabilities but i do take their feedback and modify my design to maintain the physical properties that i require while lowering the cost of manufacturing thus making the design improved for my specific circumstances. Plus listening to the feedback a machine shop gives you can catch some mistakes like mislabeling tolerances.
Every machine shop has certain sizes of tools that they already buy in bulk, those what i refer to as common tools as in tools common to the machine shop. Every shop is different and has different capabilities and thus has different tools that they frequently use.
As for your example, if the hole size isnt a critical dimension then calling for a 3mm hole is an improvement through lowering the cost. A lot of people like to think that every dimension in their design is critical and needs to be exactly as designed, but having worked in a manufacturing machine shop (cnc programmer) i can tell you that it isnt. My biggest source of frustration was the lack of communication between the engineers and machinists. The engineers had no idea regarding machine capabilities and failed to communicate proper design intent to the machinists, which ended up in a lot of scrapped parts as the machinists would just work to the drawings. What i ended up learning is that every design only really has a handful of design requirements that absolutely must be adhered to and the rest can be slightly altered and still maintain proper design intent.
So you can demand that a machine shop make everything to your exact dimensions, or you can work with them to ensure that your critical design parameters are adhered to while significantly lowering your costs and delivery times. All in all, i consider that to be an improvement. (also see Brian Meek’s comment below)
You know what you are talking about, and your voice isn’t unpleasant – when you use it. Please avoid recording in a library or next to your sleeping partner next time!
Thank you so much for a fantastic video!
Speaking as a machine shop owner, who has to sometimes deal with oddball “maker” quotes, Mike is entirely correct. If you design for a tool I’ve already got, it’s almost free. If you design for a 31/64″ end mill, you’re buying them. At $80 each, for a dozen. On the metric side, if you call out a 4mm hole, I’ve probably got it. If you call for 4.62, no. And it’s not just a matter of taking a 3mm end mill and interpolating the hole. That takes time. Drills are fast, interpolated holes aren’t. Not to mention that drills can go a *lot* deeper than end mills can accurately interpolate small holes. And that’s just to take one simple example. When designing, design based on the machine shop having 1/8, 1/4, 3/8 and 1/2 mills as a start. Assume 1/2″ mills for most generic small scale roughing, and you’ll be pretty good. Design for standard sized, standard cutters, and you’ll save a lot of money in the long run.
This is good advice, but I will echo what Mike and Brian have said. Consult with your machinist and design to what is available if possible. Overall an excellent video, really useful for anyone who is thinking to get something machined (or who is thinking to get into machining themselves).
The only problem I have with this video is the voice of the presenter. It is very fatiguing to my ears. This is a common problem these days due to how easy it is to produce video and audio about many subjects, there are just more people who have no idea how to speak to an audience for an extended period of time. Doesn’t detract from the content, but can be tiring.