There was a time when most 3D printers used ABS plastic. It stinks, is probably bad for you, and tends to warp unless printed in a heated enclosure. So most people have gone to something else, mostly PLA. But ABS also dissolves in a readily-available solvent, acetone, and this is useful for smoothing the layer artifacts from a 3D print. [3DSage] has a technique that works for PLA or — he says — probably any filament. You can see what he’s doing in the video below.
The video starts out with a recap of things most Hackaday readers will already know. But hang in there because at about 1:20, he reveals his method.
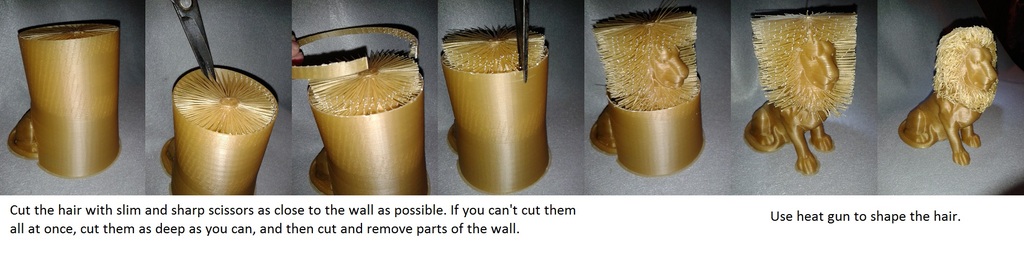
Here at Hackaday, we love clever 3D prints. This amazing lion statue remixed by [ _primoz_], makes us feel no different. It is no secret that FDM 3D printers have come a long way, propelled by the enthusiastic support from the open source community.
However, FDM 3D printers have some inherent limitations; some of which arise from a finite print nozzle diameter, tracing out the 3D object layer by layer. Simply put, some print geometries and dimensions are just unattainable. We discussed the solution to traditional FDM techniques being confined to Planer layers only in a previous article.
The case in point here is a 3D printed lion whose original version did not fully capture its majestic mane. [_primoz_] solution was to construct a support cylinder around the head and form the actual hair as a series of planar bristles, which were one extrusion wide.
This was followed by some simple post processing, where a heat gun was used to form the bristles into a dapper mane.
The result is rather glorious and we can’t wait for someone to fire up a dual extruder and bring out the flexible filament for this print!
We posted about a 3D printer fire a while back. An attendee of the Midwest RepRap Fest had left his printer alone only to find its immolated remains on his return. In the spirit of open source, naturally, he shared his experience with the rest of us. It occurred to me that hackers are never powerless and there are active things to be done and avenues to explore.
An animation of a commercial fires suppression system, fire trace’s, operation. Firetrace‘s website has more.
There are really fantastic commercial fire extinguishing systems out there. One implementation, which is commonly deployed in cabinets and machining centers, is a plastic tube pressurized with an extinguishing agent by a connected tank. When a fire breaks out the tube melts at the hottest locations, automatically spraying the area with a suppressant. Variations of this involve a metal nozzle filled with a wax or plastic blended to melt at a certain temperature, much like the overhead fire sprinklers.
This system is also used inside engine compartments with success. For example, this item on amazon, is nothing but a pressurized plastic tube with a gauge on one end. Since the inside of an engine compartment can be treated as an enclosed space, very little fire suppressant is needed to extinguish an unexpected flame. It is important to note that this system works in a high temperature environment like an engine compartment, which bodes well for enclosed build envelopes on 3D printers.
BlazeCut Automatic Fire Suppression System 6′ TV200FA, Automotive Extinguisher Installed under Car Hood.
Another option is to construct a suppressant mine. A Japanese and a Thai company have both come out with a throwable fire extinguisher. In the Japanese device, the outside of the extinguisher is a breakable glass vial which shatters upon impact; releasing the agent. The Thai device looks like a volley ball, and releases the agent upon the application of heat. This device seems like a better candidate for 3D printing or home projects. Imagine a small rectangular pack with adhesive on one side that sits near the possible fire points of the printer, such as under the bed or above the nozzle. In the event of a fire, the casing will melt and the system will automatically deploy a spray of extinguishing agent.
Most of the chemicals used in these constructions are benign and readily available. High pressure tubing and waxes can all be purchased and the desired melt points can be aligned with their datasheets by need. Plastic sheets are not hard to procure. These offer a nice solution due to their entirely passive nature. They don’t need power to operate and rely entirely on the properties of the materials they are constructed out of.
There are other options in active systems. Hackaday readers suggested things such as flame sensors for adding automatic cut-offs in case of a fire. Thermal fuses can also be considered in some cases. There are other tricks too, which are less kosher but will work nonetheless. For example, placing a critical wire, fuse, or component in the likely path of a fire so that it is destroyed first, stopping the operation of the device quickly. These avenues should be explored. At minimum there should be at least one project that uses a Raspberry Pi and an Arduino to tweet that fire suppression failed and the house is on fire.
The Thai invention is a volleyball that melts upon contact with flame and releases a pressurized extinguishing agent.
Some of the big questions to ask are on the legal and ethical side. If someone started selling kits for a DIY fire suppression system and a fire ends up destroying someone’s property despite the device, who is responsible? Is it even safe to post instructions? What if a kit prematurely sets off and injures someone. I imagine a big part of the cost of these professional systems is some sort of liability insurance and certification. Still, putting a six hundred dollar fire suppression system on a six hundred dollar printer seems silly, and something is better than nothing.
Lastly, the comments directed a ton of flak towards the certification systems. There should be no reason that open source projects can’t produce their own specification for safety. An open source specification without an agency naturally couldn’t provide a legal defense against property damage, but a thought-out test program would provide piece of mind. For example, in the case of 3D printers, one could have a set of basic fail-safe tests. One example would be bringing the printer up to temperature and rapidly disconnecting the thermistor, does the printer erupt into fire? No? Good, it meets the spec. I wouldn’t mind knowing that the latest version of Marlin was tested on the popular boards and still met the community specification for fire safety.
As far as I can tell, there’s been very little work in open sourcing safety systems or in providing a testing framework for ensuring open hardware meets basic safety conditions. Many of you have experience with these systems. Some of you have gone through the entirely un-enjoyable process of getting a UL certification. What does Hackaday think?
The last few days many people have been talking about the USC’s contour printer. It’s a device that prints concrete outlines with the hopes of eventually printing entire houses. Caterpillar has decided to back the initiative.
It reminded us of a project we came across at Maker Faire. [Leif Ames], [Matthew Bowman], [Marides Athanasiadis], and [Terrell Edwards] built a 3D Mineral Printer as their senior engineering design project at UC Santa Cruz. The printer works by first laying down a layer of dry concrete powder. It then selectively wets the powder where it wants a solid form. The reaction doesn’t require air to dry, so the next layer can be applied immediately. The printer only creates contours and the team imagines this being used to create temporary casting molds. The build envelop is nearly a cubic meter. When we talked to them, they were experimenting with many different types of material mixes. A video of the first test is after the break. Continue reading “3D Mineral Printer”→
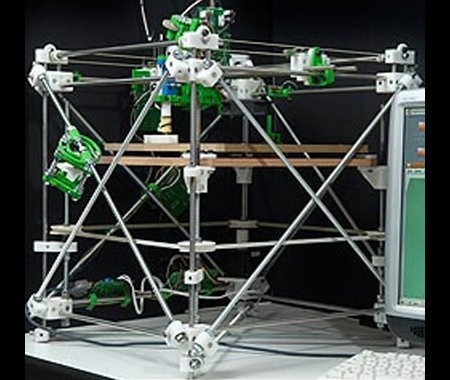
RepRap, the self-replicating universal constructor has had our attention since it first started spitting out globs of shapeless goo, but its speculative potential turned in a real benchmark recently when a RepRap machine made parts for an identical machine in a few hours (a child, in other words), then the second RepRap successfully made parts for a third or grandchild machine.
RepRap does not fully assemble copies of itself, but produces the 3D-printed plastic components necessary to assemble another copy. It has also successfully produced other plastic goods like sandals and coat hooks. [Dr. Adrian Bower] is the leader of the RepRap team, and he will be exhibiting its capabilities at this week’s Cheltenham Science Festival.