You might not have noticed if you’re not a digital artist, but most painting and image apps still get color mixing wrong. As we all learned in kindergarten, blue paint and yellow paint makes green paint. Try doing that in Photoshop, and you’ll get something altogether different—a vague, uninspiring brownish-grey. It’s the same story in just about every graphics package out there.
As it turns out, there’s a good reason the big art apps haven’t tackled this—because it’s really hard! However, a team of researchers at Czech Technical University has finally cracked this long-standing problem. The result of their hard work is Mixbox, a digital model for pigment-based color mixing. Once again, creative application of mathematics has netted aesthetically beautiful results!
A distinct blue pigment reminiscent of turquoise or a clear sky was used by the ancient Maya to paint pottery, sculptures, clothing, murals, jewelry, and even human sacrifices. What makes it so interesting is not only its rich palette — ranging from bright turquoise to a dark greenish blue — but also its remarkable durability. Only a small number of blue pigments were created by ancient civilizations, and even among those Maya blue is unique. The secret of its creation was thought to be lost, until ceramicist and artist [Luis May Ku] rediscovered it.
Maya blue is not just a dye, nor a ground-up mineral like lapis lazuli. It is an unusual and highly durable organic-inorganic hybrid; the result of a complex chemical process that involves two colorants. Here is how it is made: Indigotin is a dye extracted from ch’oj, the Mayan name for a specific indigenous indigo plant. That extract is combined with a very specific type of clay. Heating the mixture in an oven both stabilizes it produces a second colorant: dehydroindigo. Together, this creates Maya blue.
Luis May Ku posing with Maya blue.
The road to rediscovery was not a simple one. While the chemical makeup and particulars of Maya blue had been known for decades, the nuts and bolts of actually making it, not to mention sourcing the correct materials, and determining the correct techniques, was a long road. [May] made progress by piecing together invaluable ancestral knowledge and finally cracked the code after a lot of time and effort and experimentation. He remembers the moment of watching a batch shift in color from a soft blue to a vibrant turquoise, and knew he had finally done it.
Before synthetic blue pigments arrived on the scene after the industrial revolution, blue was rare and highly valuable in Europe. The Spanish exploitation of the New World included controlling Maya blue until synthetic blue colorants arrived on the scene, after which Maya blue faded from common knowledge. [May]’s rediscovered formula marks the first time the world has seen genuine Maya blue made using its original formula and methods in almost two hundred years.
Maya blue is a technological wonder of the ancient world, and its rediscovery demonstrates the resilience and scientific value of ancestral knowledge as well as the ingenuity of those dedicated to reviving lost arts.
Vantablack is a special coating material, moreso than a paint. It’s well-known as one of the blackest possible coatings around, capable of absorbing almost all visible light in its nanotube complex structure. However, it’s complicated to apply, delicate, and not readily available, especially to those in the art world.
It was these drawbacks that led Stuart Semple to create his own incredibly black paint. Over the years, he’s refined the formula and improved its performance, steadily building a greater product available to all. His latest effort is Black 4.0, and it’s promising to be the black paint to dominate all others.
It started with [KB9ENS] looking into paints or coatings for passive or radiative cooling, and in the process he decided to DIY his own. Not only is it perfectly accessible to a home experimenter, his initial results look like they have some promise, as well.
[KB9ENS] read about a type of ultra-white paint formulation that not only reflects heat, but is able to radiate it into space, cooling the painted surface to below ambient temperature. This is intriguing because while commercial paints can insulate and reflect heat, they cannot make a surface cooler than its surroundings.
Anecdotally speaking, this painted battery section of a solar recharger gets too hot to touch in full sunlight. But when painted over, it was merely warm.
What really got [KB9ENS] thinking was that at its core, the passively-cooling paint in the research is essentially a whole lot of different particle sizes of barium sulfate (BaSO₄) mixed into an acrylic binder. These two ingredients are remarkably accessible. A half-pound of BaSO₄ from a pottery supply shop was only a few dollars, and a plain acrylic base is easily obtained from almost any paint or art supplier.
[KB9ENS] decided to mix up a crude batch of BaSO₄ paint, apply it to some things, and see how well it compared to other paints and coatings. He wetted the BaSO₄ with some isopropyl alcohol to help it mix into the base, and made a few different concentrations. A 60% concentration by volume seemed to give the best overall results.
There’s no indication of whether any lower-than-ambient cooling is happening, but according to a non-contact thermometer even this homemade mixture does a better job of keeping sunlight from heating things up compared to similarly-applied commercial paints (although it fared only slightly better than titanium dioxide-based white paint in the initial test.)
[KB9ENS] also painted the battery section of a solar recharger with his homemade paint and noted that while under normal circumstances — that is to say, in full sunlight — that section becomes too hot to touch, with the paint coating it was merely warm.
Actual passive cooling can do more than just keep something less warm than it would be otherwise. We’ve seen it recently used to passively and continuously generate power thanks to its ability to create a constant temperature differential, day and night.
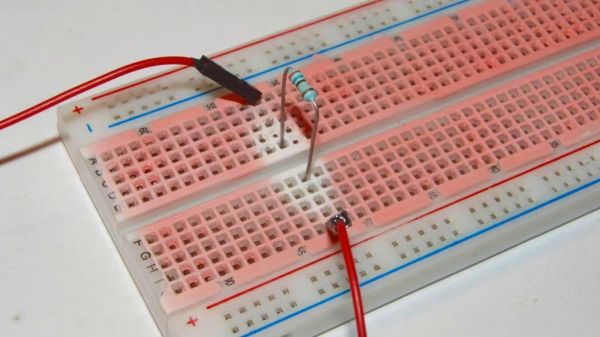
There’s a point in a component’s thermal regime that’s between normal operation and overloaded to the point of obvious failure. That’s a dangerous region, because the component isn’t quite hot enough to release the Magic Smoke, but hot enough to singe any finger you poke around with the see if everything’s running right. So if you’re looking to keep your fingerprints unmodified, but you don’t want to invest in a thermal camera, you might want to let this thermochromic breadboard point the way to overloaded components.
We’re not sure where this tip came from, but judging by the look of the website it was sometime in the late 90s. We’re also not sure who’s behind this little hack, so we’ll just credit [improwis]. The idea is pretty simple — white acrylic paint is mixed with thermochromic pigment, and the mixture is carefully painted onto the plastic surface of a standard-issue solderless breadboard. Care is taken to apply thin coats, lest the paint gets into the contacts and really muck things up. Once the paint is dry you’re ready to build your circuit. We have to admit we’re surprised at how sensitive the paint is; judging by the pictures, the heat coming off a 1/4-watt resistor dissipating 350 mW is plenty, even when the body of the resistor is well above the surface of the breadboard. We’d imagine the paint would point out not only hot components but probably the breadboard contacts too, if things got really toasty.
This seems like such a great application of thermochromism, one that’s a bit more useful than clocks and Pi Day celebrations. If you’re going to try this yourself, you’ll have to track down your own supply of thermochromic pigment, though — the link in the article is long dead. That’s not a problem, though, as Amazon sells scads of the stuff, seemingly aimed mainly at nail salons. The more you know.
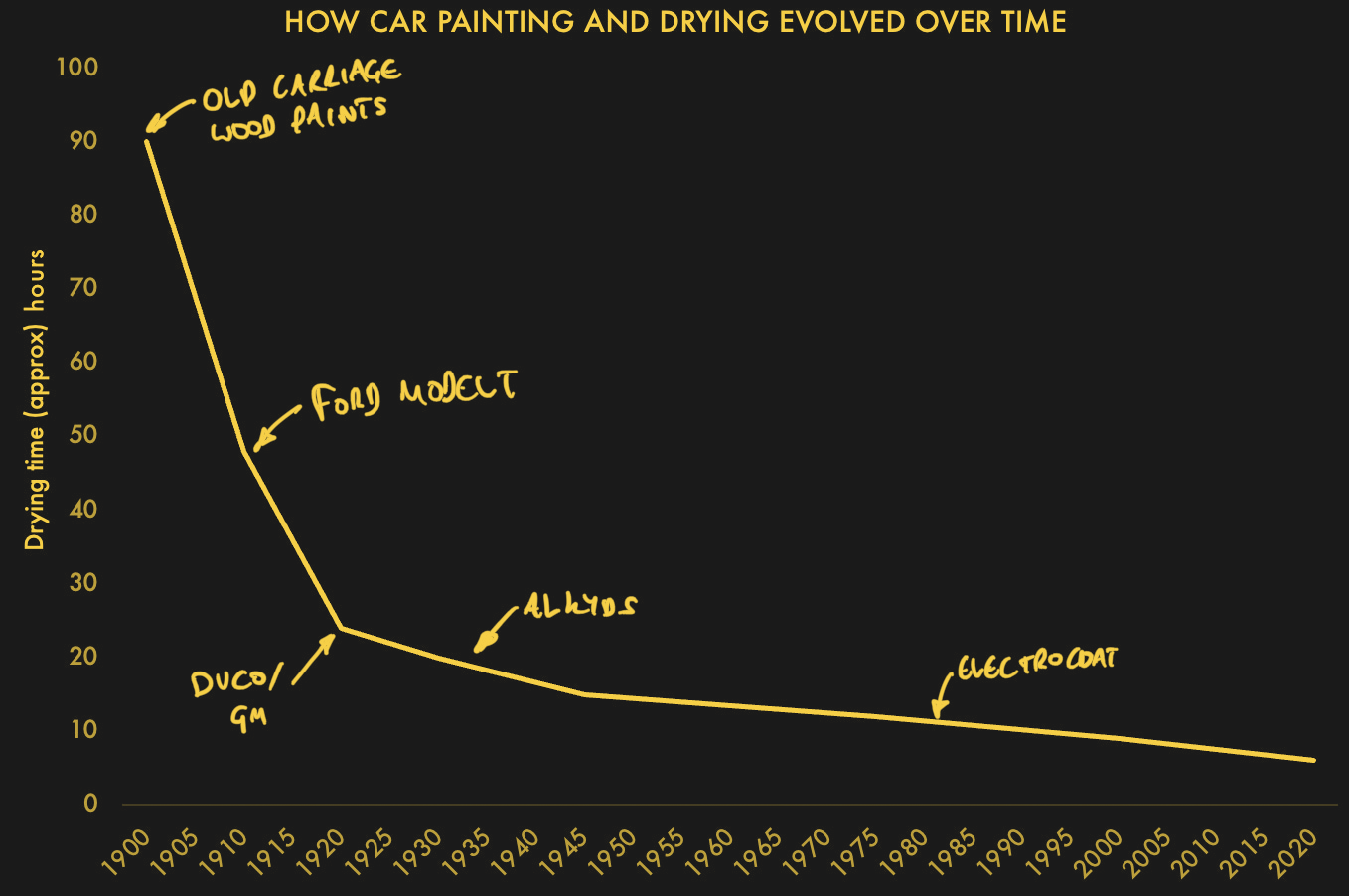
In it, we learn that the aforementioned black paint from Ford had so much asphalt in it that black was the only color that would work. Not to go down a This Is Spinal Tap rabbit hole, but there were several kinds of black on those Model Ts. Over 30 of them were used for various purposes. The paints also dried in different ways. While the assembly only took 12 hours, the paint drying time took days, even weeks backing up production and begging for innovation. [edconway] then fast-forwards to an era of “conspicuous consumption and ‘planned obsolescence’” with DuPont’s invention of Duco that brought color to the world of automobiles.
See the article for the real story of advances in paint technology and drying time. Paint application technology has also steadily improved over the years, so we recommend diving in to get the century’s long story.
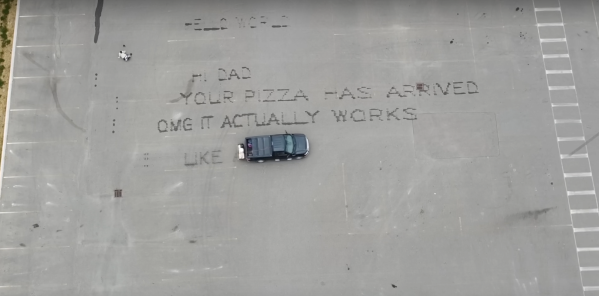
[RyderCalmDown] was watching a road painting vehicle lay down fresh stripes on the road one day and started thinking about the mechanism that lets it paint stripes in such a precise way. Effectively the system that paints the interspersed lines acts as a dot matrix printer that can only print at a single frequency. With enough of these systems on the same vehicle, and a little bit more fine control of when the solenoids activate and deactivate, [RyderCalmDown] decided to build this device on the back of his truck which can paint words on a roadway as he drives by. (Video, embedded below.)
Of course, he’s not using actual paint for this one; that might be prohibitively expensive and likely violate a few laws. Instead he’s using a water-based system which only leaves temporary lettering on the pavement. To accomplish this he’s rigged up a series of solenoids attached to a hitch-mounted cargo rack. A pump delivers water to each of the solenoids, and a series of relays wired to a Raspberry Pi controls the precise timing needed to make sure the device can print readable letters in much the same way a dot matrix printer works. There’s an algorithm running that converts the inputted text to the pattern needed for the dot matrix, and after a little bit of troubleshooting it’s ready for print.
Even though the printer works fairly well, [RyderCalmDown] had a problem thinking of things to write out on the roadways using this system, but it’s an impressive build based around a unique idea nonetheless. Dot matrix printers, despite being mostly obsolete, have a somewhat vintage aesthetic that plenty of people still find desirable and recreate them in plenty of other ways as well, like this 3D printer that was modified to produce dot matrix artwork.