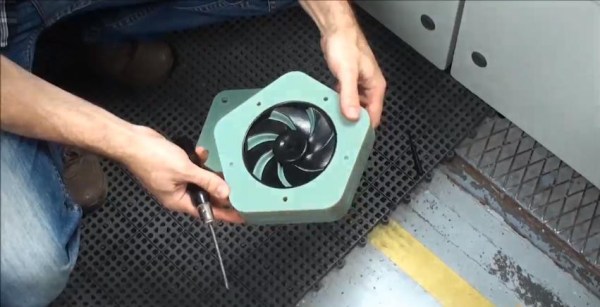
3D printing is full of innovations made by small firms who’ve tweaked the same basic ideas just a little bit, but come up with radically different outcomes. Collider, a small startup based in Chattanooga TN, is producing a DLP resin printer that prints hollow molds and then fills them.
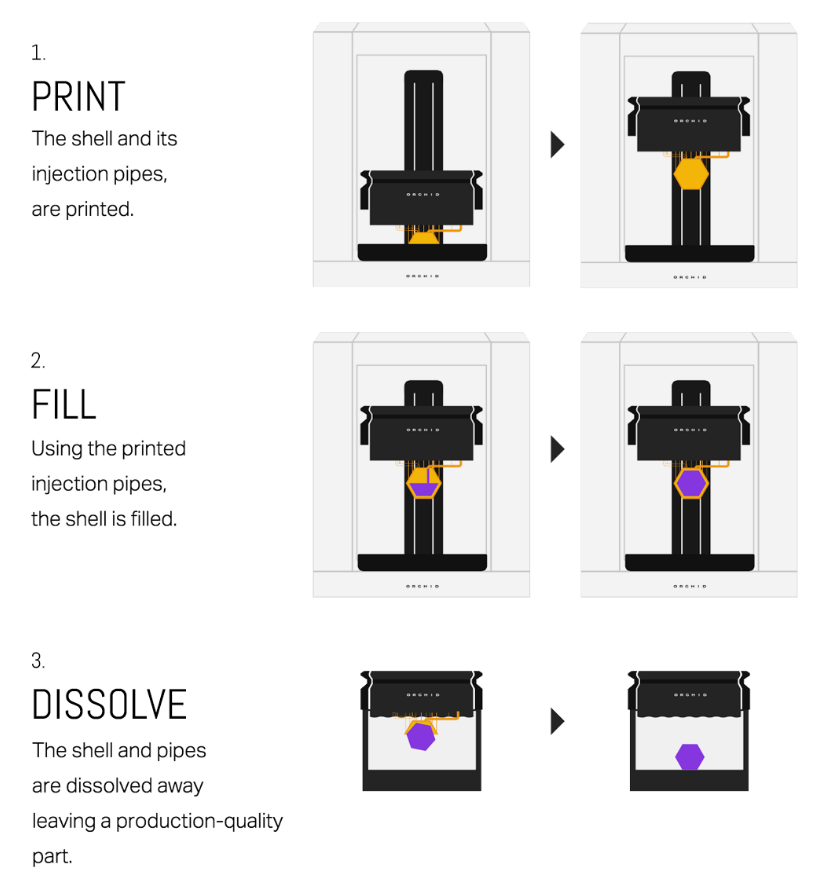 That’s really all there is to it. The Orchid machine prints a thin shell using a photocuring resin, and uses this shell as the mold for various two-part thermoset materials: think epoxies, urethanes, and silicones. The part cures and the shell is dissolved away, leaving a solid molded part with the material properties that you chose.
That’s really all there is to it. The Orchid machine prints a thin shell using a photocuring resin, and uses this shell as the mold for various two-part thermoset materials: think epoxies, urethanes, and silicones. The part cures and the shell is dissolved away, leaving a solid molded part with the material properties that you chose.
This is a great idea for a couple of reasons. DLP-based resin printers can have very fine features, but they’re slow as dirt when a lot of surface area needs to be cured. By making thin-walled molds, this stage can go faster. The types of UV-curing resins out there for use in resin printers is limited by the need to photo-cure, while the spectrum of two-part plastic materials is much broader. Finally, resin printers are great for printing single topologically-simple objects, and molds are essentially just vases.
Continue reading “Collider Prints Hollow Shells, Fills Them”