Surface Grinders are machines that can make a surface of a part very flat, very smooth and very parallel to the face of the part that is mounted to the machine. Surface grinders usually have a spinning grinding wheel suspended over a moving bed. The bed moves the part back and forth under the grinding wheel removing an extremely small amount of material at a time, sometimes down to just a ten-thousandth of an inch (o.0001″) in order to make a precision part.
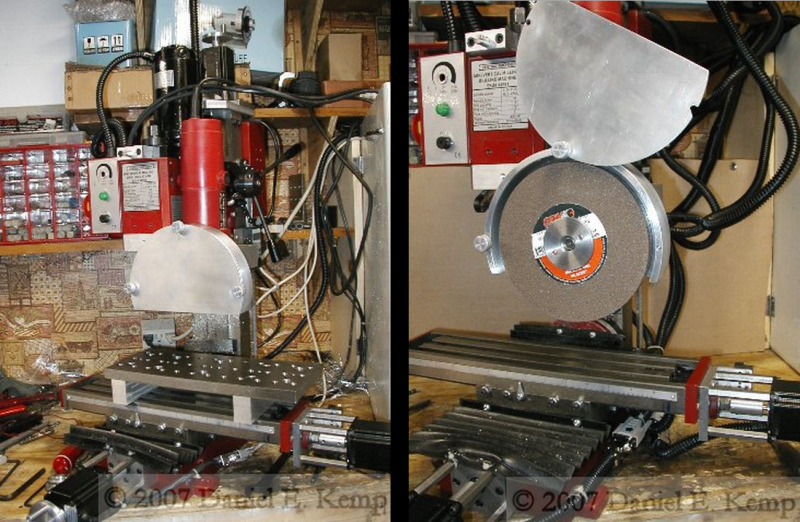
 [Daniel] is a tool guy and wanted a Surface Grinder. He didn’t need a super-accurate commercial grinder so he decided to make one himself. It’s a doozy of a project and is made up of quite a few other tools. [Daniel] already had a mini CNC mill and decided this would be a good platform to begin with. The mill was rigid and already had automated X and Y axes, after all. For the grinder motor, nothing made more economical sense than to use a regular angle grinder, but there were two significant problems. First, no company made wide grinding wheels for an angle grinder. [Daniel] had to modify his spindle to accept an off-the-shelf surface grinding wheel. The second problem is that the new grinding wheel had a max RPM rating of 4400. The angle grinder can reach 10,600 RPM. In order to slow down the angle grinder, a speed control was taken out of an old variable-speed router and integrated with the angle grinder. Problem solved. A mount was then made to attached the angle grinder to the Z axis of the mill.
[Daniel] is a tool guy and wanted a Surface Grinder. He didn’t need a super-accurate commercial grinder so he decided to make one himself. It’s a doozy of a project and is made up of quite a few other tools. [Daniel] already had a mini CNC mill and decided this would be a good platform to begin with. The mill was rigid and already had automated X and Y axes, after all. For the grinder motor, nothing made more economical sense than to use a regular angle grinder, but there were two significant problems. First, no company made wide grinding wheels for an angle grinder. [Daniel] had to modify his spindle to accept an off-the-shelf surface grinding wheel. The second problem is that the new grinding wheel had a max RPM rating of 4400. The angle grinder can reach 10,600 RPM. In order to slow down the angle grinder, a speed control was taken out of an old variable-speed router and integrated with the angle grinder. Problem solved. A mount was then made to attached the angle grinder to the Z axis of the mill.
A magnetic chuck mounted to the mills bed is used to hold down metal work pieces. There is a lever on the chuck that when moved in one direction it creates a magnetic field to hold a ferrous piece of metal firmly to the chuck during machining. When the lever is moved in the other direction, the part is released and can be removed from the Surface Grinder.
To use his new Surface Grinder, [Daniel] creates a CNC g-code file to move his work piece back and forth underneath the grinding wheel. Being able to control the depth of cut and feed rates with his CNC machine removes human error from the grinding process and leaves a consistent finish on the part. Check out the video after the break.














Hate to point it out, but from 8 years ago?? Some HAD readers weren’t even born then… !
I enjoyed the music, FZ? Nice hack, I like the custom safety guard but this is 8 years old, must explain the CRT display?
Beautiful build.
They’re also good for firing small workpieces at frightening velocities if you get things wrong. In my case it was a guy who got impatient winding up the fine feed and went for the coarse feed. Fortunately it only resulted in a dent in the endstop and a good shouting at by the instructor.
Alex, can I have “What is a fly cutter for?” for $500?
No seriously. Why grind on a mill? I would guess that a fly cutter would give a better finish, tolerance, and flatness than using a grinder on an XY table.
Fly cutters chatter. You also have a problem with the tips chipping due to interrupted cuts.
But anyway, surface grinders give a much better (insert your definition of ‘much better’ here) result than fly cutters.
The real problem is grinding dust, you don’t want that stuff in the moving bits of your mills. As pointed out he might have been doing this for 8 years now, so maybe someone should ask how it’s holding up.
Without using a diamond to dress the wheel he won’t ever get a good surface finish. The wheel will do nothing but chatter or worse, bounce around on the arbor and crack/shatter.
Doing this on an open way mill is just asking for trouble. Grinding grit is pretty hard to clean off of oiled surfaces without scratching the ways. It’s the exact same reason you cover the bed on a lathe when you are sanding or polishing parts.. you don’t want abrasives anywhere near your ways.
One of these days I’m going to have to make a video, or at least pictures, of where I work and submit it for a retrotacular episode.. most of our equipment is from the 30s or so. It really does make you appreciate your work when you have so much hands-on time with it, rather than pushing a button and eating a cheeseburger.
A good surface grinder is a really useful precision instrument. At the precision grinding shop I used to work at, long ago, we had a nice WW2-era 10×32 surface grinder. It had a hydraulically operated oscillating table, and a coolant flood system. It also had steel safety guards at either end of the table, which was important because sometimes the operator would forget to engage the magnetic chuck. We dressed the wheel with a diamond held right on the magnetic chuck. With the right wheel we could hold better than 0.0001″ tolerances and a 16 RMS finish all day long on it, and by careful placement and support of the part, we could hold it optically flat as well.
We actually have a huge Van Norman mill that the best we can tell, predates WWII. We still use it for some bigger jobs that we get in. It has a gear driven power feed on all 3 axis. In the background to the right you can see our mid-30s South Bend 14.5″ lathe
https://farm9.staticflickr.com/8632/16785729936_6921a77a42_o.jpg
Another early Brown and Sharpe surface grinder, with geared power feed X and Y.
https://farm9.staticflickr.com/8676/16624052848_8f3185a2da_o.jpg
Heres the money maker at work though.. the EDM room. Electrical Discharge Machining. Basically, they use electricity to burn or erode away sections of the part. Most of what we do is for the Orthopedic guys in Warsaw, Indiana. Lots of surgical tooling and implants. I apologize in advance for the massive picture, its one of those fancy panographic modes from my phone.
https://farm9.staticflickr.com/8726/16624229510_84eef9c77a_o.jpg
Those pictures are all pretty old now. We’ve recently added on to the building and rearranged some of the machines. Looks a lot better in there now lol
Fly cutters generally experience greater cutting forces (increased flex in the machine/part), are unable to reliably take very light passes (which is the main reason for the increased cutting force), and definitely can’t match the surface finish achievable by grinding.
Though I do question bothering with attaching the grinder when the table itself probably isn’t accurate enough to warrant it. The reason commercial machines are so expensive are, one, it’s an industrial machine tool, and, two, surface grinding is generally considered a high-precision operation and, as such, requires a high-precision tool.
Naturally, precision is synonymous with money.
Using an angle grinder as a grinding spindle, I bet you I could get better surface finish and flatness with a vertical shear ground flycutter than this lashup could achieve. Tool grinding (and by extension, all machining) is about understanding cutting forces. If you understand where you need to vector your cutting forces to minimize tool deflection you can take unbelievably small cuts. And you’re more worried about the XY table than the fact he’s using an angle grinder spindle on a quite large grinding wheel?
One benefit of grinder is you can machine very hard materials, usually when you need high percision you like to keep it on theese dimensions so hard materials have better resitance to wear. Height blocks and parallel blocks etc.
The grindin will sure get better surface roughness than than fly cutters. You can’t say the flycutter gets better tolerance cause there is a limit of minimum cutting depth on cutter so in that sense you can not get high tolerances by fly cutters but you can grind off really fine depths. Also on surface flatness its more to the issue of machine on how accurate and rigid the structure is not the cutting method.
In no way will using an angle grinder spindle on a dovetailed way XY table on a skinny flexy little chinese mill/drill, result in anything close to ‘precision’. Magnified with a tenths dial test indicator, something finished with such a lashup would look like a profile of the Himalayas.
Wait, wasn’t this the poor man’s Integrated Circuit decapping tech from 10+ years ago?
Was for me, anyway
Gotta worry about chucking metal across the room. We had a workplace accident in the machine shop that chucked a sizeable and sharp piece of metal and caught a guy in the throat. Were it not for a couple of guys there to come to the rescue & stop the bleeding he would have been a goner. Play with caution!
Yep, at the last place I worked at as a maintenance tech we had a guy in swing shift launch a die he was sharpening for the cnc punch through the glass window separating the grind and manual shops. He didn’t block the part in well enough. Broken window, trashed wheel, he got away lucky not having the wheel grenade.
I replaced the broken tempered glass with 1/4 polycarb. Like to see them put something through that!
Don’t issue challenges like that. If someone can break an 8″ hydraulic ram, 1/4 inch of plastic doesn’t stand a chance. A don’t know the backstory, but a former drinking buddy once posted pics of one he got to repair. It took him a day of grinding, welding & polishing, but it got done.
I dont work there any more so they can break all the things they want now!
As I said earlyier a great way to sharpen a chisel.
“FOR MAKING PRECISION PARTS” – Not likely with that grinder as a spindle. Spindle bearings have a huge effect on the finish of the work. To replace the bearing in the surface grinder I had was about $400. Cheap angle grinder bearings are just not going to cut it.
Combined with the way too slow table feed… Garbage in, Garbage out…
I was curious who was going to pick up on this… you can hear that thing chattering away in the video. And don’t most surface grinders cut in one direction since one way rolls the steel out of the way, and the other tries to get the tool to climb over it?
Actually the grinders I used feed in both direction on the passes, these were auto feed machines. I think the okamoto had a couple different feed modes where it would only feed after return but it was usually used feeding at the end of each stroke when I watched. Grinding does not make so much of a difference if you care climbing or conventional cutting like it does with traditional cutters. When you thing about the surface speed the table movement does not mean much.
It doesn’t matter which direction you grind as long as the feed rate is constant in either direction, and you don’t let the wheel drive the table (i.e. maintain positive control over the table feed on the ‘climb’ passes).
No cooling, part get hot, loose it’s magnetic propriety and fly away. But anyway it’s sound so awful.
If you’re heating a part during grinding past its Curie temperature, you’re defeating the purpose of surface grinding. An experienced grinder hand on a grinder without cooling, trying to work to tenths, will never let the workpiece heat significantly above ambient, otherwise thermal expansion comes into play and throws off your very close grinding tolerances. And that’s hundreds of kelvin before you’re even approaching the Curie point.
You do realize how hot the part has to be to get nonmagnetic, right? Not going to happen on a grinder like that.
The surface grinder is characterized by impeccable mechanical precision. Their construction isn’t comparable to a chinese milling machine. One set of surface grinder bearings could buy a container of angle grinders.
This pile of trash is closer to a belt sander than a surface grinder.
+1. In no way is a milling spindle, let alone an angle grinder, in any way comparable to a grinding spindle. This is just a really expensive and slow way of linishing.
I doubt he cared about needing a surface grinder, more into having fun hacking these cheap import mills.
Check out this mega thread he started on hacking the BF20/g0704: http://www.cnczone.com/forums/benchtop-machines/111863-hosss-g0704.html
All your comments are very important! Thanks, guys! You give me an idea. Visit also http://www.grindero.com for good angle grinders.
Stevie Ray Vaughn next time please. 😎