To the extent that we think of 3D printers as production machines, we tend to imagine huge banks of FDM machines slowly but surely cranking out parts. These printer farms are a sensible way to turn a slow process into a high-volume operation, but it turns out there’s a way to do the same thing with only one printer — as long as you think small.
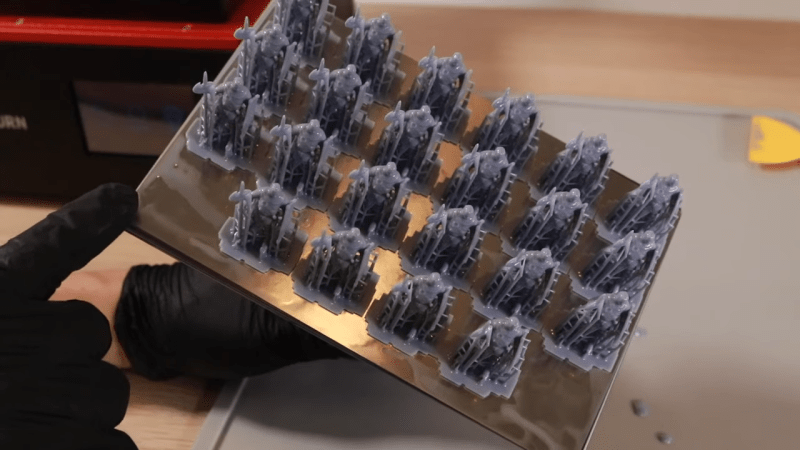
This one comes to us by way of [Andrew Sink], who recently showed us a neat trick for adding a dash of color to resin printed parts. As with that tip, this one centers around his Elegoo resin printer, which is capable of intricately detailed prints but like any additive process, takes quite a bit of time to finish a print. Luckily, though, the printer uses the MSLA, or masked stereolithography, process, which exposes the entire resin tank to ultraviolet light in one exposure. That means that, unlike FDM printers, it takes no more time to print a dozen models than it does to print one. The upshot of this is that however many models can fit on the MSLA print platform can be printed in the same amount of time it takes to print the part with the most layers. In [Andrew]’s case, 22 identical figurine models were printed in the same three hours it took to print just one copy.
It seems obvious, but sometimes the simplest tips are the best. And the next step is obvious, especially as MSLA printer prices fall: a resin printer farm, with each printer working on dozens of small parts at a time. Such a setup might rival injection molding in terms of throughput, and would likely be far cheaper as far as tooling goes.














Adidas has been doing this for literal years. look up the futurecraft 4D.
I hate to be sarcastic… yeahhhh… but was this really a thing you needed to tell people?
My thought was, why all the fluff words on this article for something so obvious, rather than a few sentences in the Sunday roundup post?
But then also ignore the reasonable writing prompt left at the end : “And the next step is obvious, especially as MSLA printer prices fall: a resin printer farm, with each printer working on dozens of small parts at a time. Such a setup might rival injection molding in terms of throughput, and would likely be far cheaper as far as tooling goes.”
There is lots of things on this that are non-obvious; cleaning (time, cost of cleaning solution, disposal), support removal manual effort, mechanical properties vs injection molding, failed prints and consistency, etc.
Just add “Trimming to be determined by mold department” to your drawing and your done ;)
The insight about “time per part” was a new way to think about this for me. I’m on my 5th FDM printer, but haven’t purchased a resin printer yet. I had experience with a Form1 (selective laser activation?) printer at work about six years ago, and found the cleanup and post processing to be way more work and cost than I could justify for myself at home. I’ve learned a bit about these screen-based resin printers, but couldn’t see the benefit over a laser-based resin printer… until this article. Now I get it. The whole build plate exposes at the same time, so with multiple copies, you can calculate a time *per part*. Aha! This was super helpful for me.
It would be hack if it was done on FDM printer.
I often look for ways to cut models into pieces to later reattach to each other and then print the pieces all at once. It’s a nice way to cut print times way down on a resin printer.
Small is a relative term
The Phrozen Sonic Mega 8k’s 15 inch screen gives a build area of 12.99X7.08X15.75 in or 330X180X400 mm and the 8k gives it an impressive 43 micron XY resolution.
Even the Elegoo Jupiter, which they sadly stunted by using a 12.8″ 6k screen instead of matching Phrozens MEGA, pulling a respectable 51 microns with a playspace of 10.95×6.14×11.8 in or 278x156x300 mm doesnt really seem SMALL.
Resin quality and diversity just keeps growing. Its a good time to get a ventilated room setup and get started if you havent already dipped a glove into the goo
Where is resin cost these days?
Last I checked it was obscenely expensive so I’ve held off on messing with resin printing
25-30 USD or Euro for standard resin (brittle)
35-40 for for the so called ABS-like
70-150+ for special resins (mold casting, flexibles, heat resistant, etc)
So, not too bad :)
This better not awaken anything in me
>Such a setup might rival injection molding in terms of throughput, and would likely be far cheaper as far as tooling goes.
You wouldnt typically use hard injection mold tooling for these sorts of parts due to the expense of machining. A more fair and likely competitive technology would be spin casting polyurethanes in vulcanized rubber molds. You have ~15-20 minute demolding time per mold. One could fit about 12 of these on a 10 inch mold.
So a single mold could turn 3-4 batches an hour, three hours…..108 parts vs 22
But only ~3 minutes of that time is spin time, so you could run 4-5 molds continuously over those three hours for minimum total of 432 parts or 19.636X the number of parts
This is from one spin caster with 4-5 molds which is easily automated, though the parts have to be manually extracted from the molds.
when every tool is a hammer every problem looks like a nail
if you need to PROTOTYPE 100 design iterations a 3d printers a much better choice than a spin caster but thats not always the case
If you want to mold identical copies of things en masse there are better tools than a 3d printer
While I broadly agree, I think it depends on part complexity. Spin casting is frequently used to make miniature figures, since there figures are so complex they are broken into separate parts (heads, arms etc) that need to be manually assembled. Resin printing can produce very complex parts with no assembly required.
>Resin printing can produce very complex parts with no assembly required
Captive void geometries.
Thats the only thing I can print that I cannot spin cast.
Im not sure what “no assembly required” was supposed to imply….
but I can spin cast with hairline feeders and cleave lined vents and sinks and get a part that pops free from its “support” with minimal witness scar
No interlayer bonding flaws, no risk of overcure embrittlement
No mystery, just good solid polymeric mass.
3d printers arent the only hammer
I would love to learn how to spin cast. Have you got any resources to get started?
I agree entirely, though a 3d printer has a few great qualities that mean I understand why lots of folks just use it – big one being its one machine that can do the whole process on its own, and it only needs a small footprint. Casting needs much bigger areas to use effectively, you have to store more different resin and mould making materials, and the moulds you are not using right now too, and you probably want the 3d printer to get some of the geometries you will then cast faster as well too…
So casting only makes sense if you need a mass of duplicate objects, need them fast, and have the space and money to put such a machine in. Where the 3d printer doesn’t do the job as well, and doesn’t have such a wide range of material properties for the finished product (resin based ones anyway), but can keep churning out parts with minimal human interaction, put a batch on, check first layer bonds and tank is full come back after lunch/tomorrow for next step or to top up the tank.
One thing I think is worth talking about is the complexity of creating injection molds. While it may be second nature to those of us who use the technology a lot, there is a significant amount of theory/engineering that goes into making each mold that may be outside the purview of the weekend-warrior.
For example my roommate makes and sells a lot of cosplay gear. He makes a design, pushes it to the resin printer software, tweaks maybe 1-2 things and he’s off to the races. This is a MUCH simpler process than the creation of injection molds, even if they aren’t milled aluminum
Maybe we should be talking about ways to speed and simplify mold generation? I know that for objects where it’s appropriate, some folks have tried 3d printing “originals” to make molds from; there’s supposedly filament optimized for use in lost-wax (lost-plastic?) casting.
But it is certainly worth observing that for early/Etsy-sized batches, there are ways to optimize 3d printers as manufacturing systems.
(The thing I’d be most interested in producing for sale doesn’t fit on my beginner printer. Has anyone yet automated breaking a model into parts that snap/screw together to yield a tight seal? Light-tight is all I need right now, but some future projects may want water-tight. Yeadh, I know, spring for a larger printer…)
All of which is why I didnt speak to injection molding, but rather spin casting. Vulcanized rubber molds require no engineering and have a minimal cost.
And again….spin casting, like 3d printing is just ONE TOOL.
We also electroform copper over plastic prototypes, melt out the plastic, and use the hollow shell for to rotocast silicone parts…because silicone doesnt need draft and electroformed molds are nearly eternal.
We will mill aluminum molds if the part volumes justify injection molding but that requires a pretty significant part demand to justify
There are many MANY ways to skin a cat…..
a 3d printer is only one….and often its only ONE STEP in the process
There is also another thing that isn’t mentioned here and that is that printing multiple prints in one go also reduce the wearout of your LCD screen as opposed to printing them one by one.
From my understanding, the LCD wears out from the light going through it, not from it being “on”. As long as you aren’t always printing in the same spot, printing one at a time shouldn’t wear it out any faster than printing them all at once.