At this point, it’s safe to say the novelty of desktop 3D printing has worn off. The community has largely come to terms with the limitations of extruded plastics, and while we still vehemently believe that it’s a transformative technology, we’ll admit there aren’t too many applications where a $200 USD printer squirting out PLA is truly the best tool for the job.
But rather than looking at today’s consumer 3D printer market as the end of the line, what if it’s just the beginning? With the problems of slicing, motion control, and extrusion more or less solved when it comes to machines that print in plastic, is it finally time to turn our attention to the unique problems inherent in building affordable metal printers? Agustin Cruz certainly thinks so, which is why he took to the Hack Chat this week to talk about his personal vision for an open source 3D printer that can turn powdered metals into solid objects by way of a carefully controlled electron beam.
 To be clear, Agustin isn’t suggesting you toss out your Creality anytime soon. Metal 3D printing will always be a niche within a niche, but for applications where even advanced engineering plastics like PEI and PEEK simply won’t do, he argues the community needs to have a cheap and accessible option. Especially for developing and low income countries where traditional manufacturing may be difficult. The machine he’s been working on wouldn’t be outside the capabilities of an individual to build and operate, but at least for right now the primary target is hospitals, colleges, and small companies.
To be clear, Agustin isn’t suggesting you toss out your Creality anytime soon. Metal 3D printing will always be a niche within a niche, but for applications where even advanced engineering plastics like PEI and PEEK simply won’t do, he argues the community needs to have a cheap and accessible option. Especially for developing and low income countries where traditional manufacturing may be difficult. The machine he’s been working on wouldn’t be outside the capabilities of an individual to build and operate, but at least for right now the primary target is hospitals, colleges, and small companies.
The Chat was full of technical questions about Agustin’s design, and he wasn’t shy about tackling them. Some wondered why he decided to sinter the metal powder with an electron gun when solid-state lasers are cheap, easily available, and relatively straightforward to work with. But while the laser might seem like the easier solution on the surface, Agustin points out that using a magnetically focused electron beam gives his printer some unique capabilities.
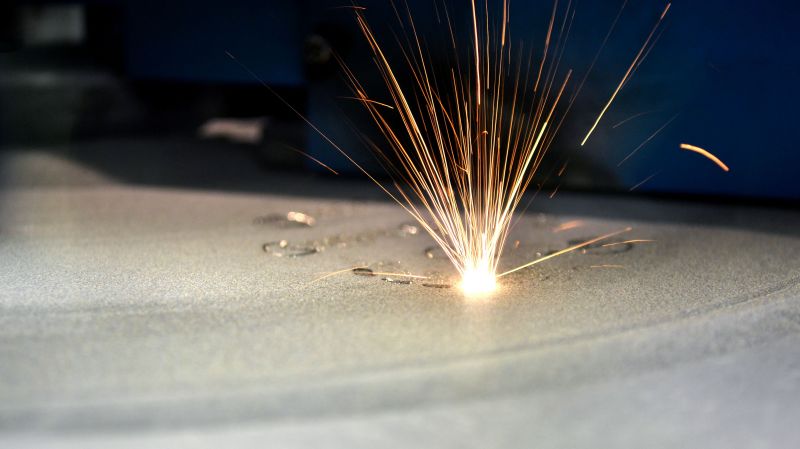
For example, he can easily defocus the beam and pass it over the entire build plate to pre-heat the powder. The steerable beam doesn’t require mirrors either, which not only reduces the weight and complexity of the machine, but in theory should allow for faster print speeds. The beam can be moved in the X/Y dimensions with an accuracy of 0.01 mm, and while the beam diameter is currently a respectable 0.5 mm, Agustin says he’s working on bringing that down to 0.1 mm for high detail work. The temperature at the focal point of the beam is between 1,400 and 1,500 °C, which he notes is not only hot enough to melt the powdered metal, but can also weld stainless steel.
But, there’s a downside. As brought up by several people in the Chat, using an electron beam requires the build chamber be pulled down to a vacuum. Some wondered how the fine metal powder would react to vacuum conditions, while others noted that oil from the diffusion pump would likely contaminate the powder. Then of course there’s the inevitable difficulty in sealing the chamber, as well as the added bulk and weight such a structure brings to the table. Still, Agustin maintains the concept works well enough in his proof of concept machine, and believes pulling a vacuum will always be easier than producing a high-power laser beam.
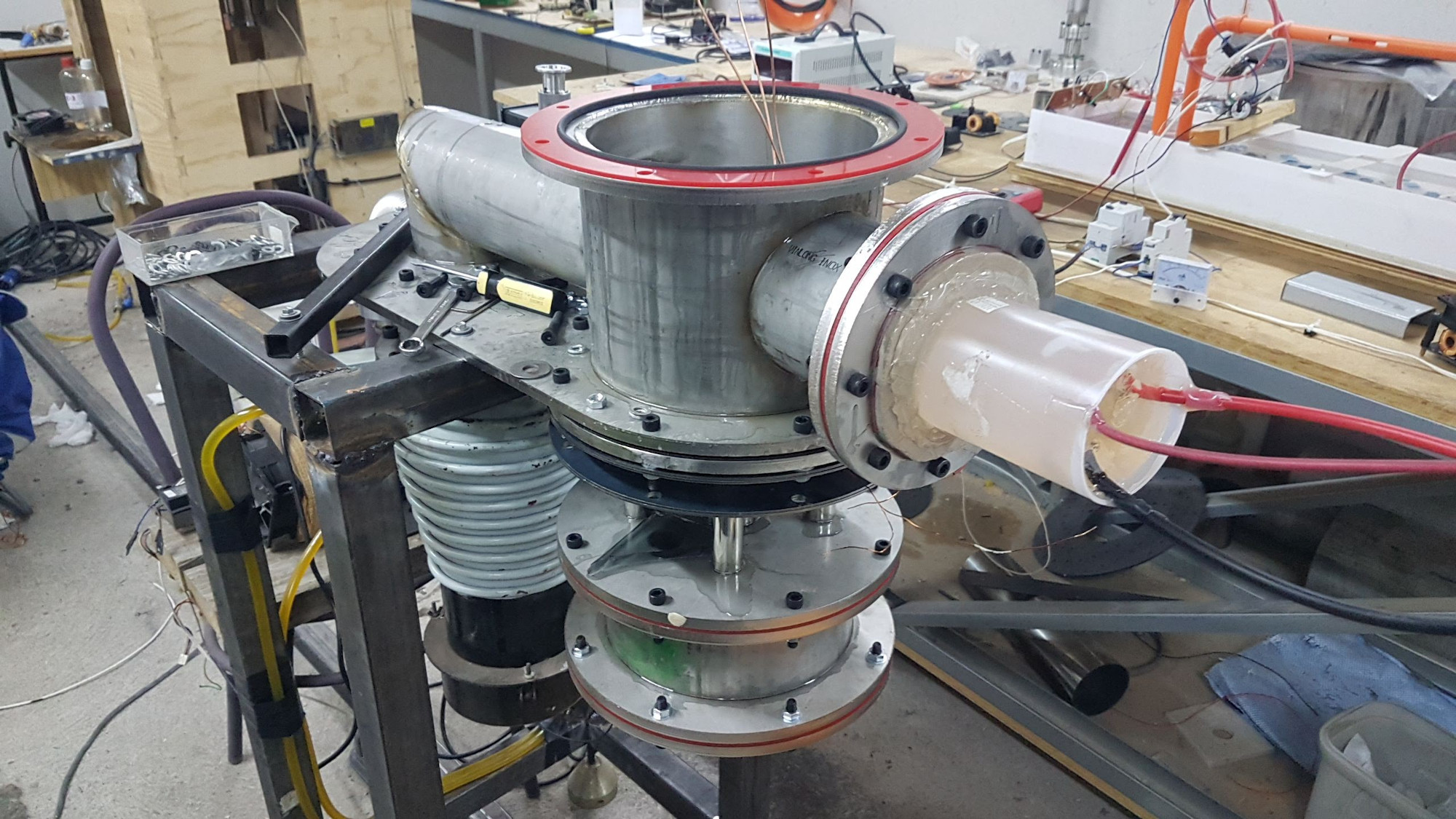
Speaking of which, Agustin says his prototype is roughly 70% complete as of right now. He’s got the stainless steel vacuum chamber that encapsulates the 5 cm diameter build area, the pumps to pull it down, the custom-built electron gun, and the necessary power supply and sensors to drive it all safely. It consumes around 1,500 watts while in operation, of which 100 watts is devoted to the electron gun itself. What he doesn’t have right now is a Z axis, but it sounds like the design is already rattling around in his head.
We’re very glad Agustin was able to take the time to talk with the community about his project, and hope it gets more people thinking about the possibilities of 3D printing with metal. We’ll be keeping a close eye on his prototype over the coming months to see how things develop, and we think you should to. Will his electron beam concept pan out? Will laser sintering end up being the more successful approach? Honestly we don’t know, but we’re eager to find out.
The Hack Chat is a weekly online chat session hosted by leading experts from all corners of the hardware hacking universe. It’s a great way for hackers connect in a fun and informal way, but if you can’t make it live, these overview posts as well as the transcripts posted to Hackaday.io make sure you don’t miss out.














Does Agustin’s design account for potential x-ray generation?
There must be a reason commercial machines went with the $6k lasers and added certification costs.
Still a very cool project… =)
Note, the community has had working metal and ceramic printers for a long time e.g. iro3d.com
The fact their project has survived this long means the closed-source choice was probably the right policy for them.
The EBM based metal printers were patent locked to Arcam AB and then GE for a long time. That could be why, they did not flourish for so long. I think the original patents have expired now and it’s exciting because it offers a lot of promise as a technique for direct to finished part prints.
There’s also microwave based.
https://www.fabbaloo.com/2020/08/microwave-based-3d-printing-process
Nice innovative idea, but I have the impression that cheap high vacuum pumps are way easier to find in the USA that anywhere else. At least in my corner of the EU. Maybe there is a market for a good open source project there for someone with actual knowledge on how to make a respectable diffusion pump. (Definitely not me)
Powdering metal is hard enough.. melting it is even harder. Melting it in precisely the right place is even harder still. Not impossible, but really hard. Don’t get me wrong… I’d love the ability in my shop, but I just don’t think the costs are going to get down to where I’d use it instead of carving up some block of factory-made steel.
I think metal is likely the wrong approach to solving the limitations of home-shop plastic FDM. What we need to do is post-process past the limitations. Think about it… soft bone and tissue, under the right circumstances, turns to hard mineral. Molecule by molecule, soft stuff turns rock hard. Why can’t we print something that does the same… in less than 100,000 years?
Why can’t I print with “grow right” filament, put it in a nutrient bath, and have it calcify like some snail shell? So what if it took a week or even two? Why can’t I have some stiff 2-part material, one printable at reasonable temperatures and the results put in a bath of the other part to have it chemically bond and make it resistant to much higher temperatures? Rather than dealing with the problems of ceramic filaments, why can’t we have “water glass filament” that we can print, cure in a shop-microwave, and get something out that can stand 1000C?
The Markforged printers seem to be closer to the right track. FDM printed plastic with metal in it that gets sintered. Still too expensive for a home shop, but once the patents are done it might be useful. Meanwhile, there has to be other approaches besides sintering. I’m no chemist nor biologist, but there’s got to be other options for post-processing.
There are a lot of other materials besides metal that can move well beyond the limitations of FDM plastic. We just need new ways to get there, home-shop friendly ways. Though I’d love to be proven wrong, I just don’t think high-powered lasers or electron beams operating in a vacuum are going to get us there anytime soon.
DESK METAL 3D, Ticker Synbol DM
Interesting… glue the powder together, layer by layer, instead of putting it in a binder and extruding. Clear off the unglued powder and then sinter. Solves the MarkForged shrinking issue at least. Also, the basic tech is something I could see being done with hobby grade equipment. Spray a surface like an ink-jet printer does, sprinkle on the metal powder, and then wipe off the excess for each layer. I could see your typical hobbyist spending hours and hours cleaning off the completed parts before sintering, crushing and cleaning the failed prints to reuse the powder. Small sintering ovens are reasonable for hobby shops.
No prices listed from DeskMetal, so not exactly hobby-shop territory, I guess it will depend on the patents. Seems powdered carbide is $40/kg, stainless a bit less, in quantity. No idea if those would work with sintering though. Bet it costs a lot more through DeskMetal.
I still think there has to be other cheaper easier options for post-processing besides metal sintering.
Carbide is usually formed in a matrix of another metal. Typically Cobalt.
It’s often formed using 3d printing methods. How they make oil passages that wind up through carbide twist drills and mills. Plastic space holders that melt away during sintering form the passages
Every carbide cutter inset is sintered. Usually after being press formed.
Every cheap metal gear in every cheap tool is sintered. It’s how you ‘injection mold’ metal stronger than aluminum.