In 2024, [Jan Roetz] decided to see whether he could 3D print a Benchy – the boat-shaped benchmarking tool used in 3D printer calibration – in less than one minute. Two years later, after experiments with air bearing print beds, dry ice cooling, multi-filament hotends, and more, he’s finally broken the one-minute mark.
There are three primary factors limiting the speed of the printer: the extrusion flow rate, the cooling rate for extruded plastic, and the motion system itself. The printer’s hotend combines four strands of filament in one hotend and can extrude about 400 cubic millimeters of plastic per second. For cooling, an air duct around the nozzle could deliver about 400 liters of air per minute, which left the motion system as the only bottleneck.
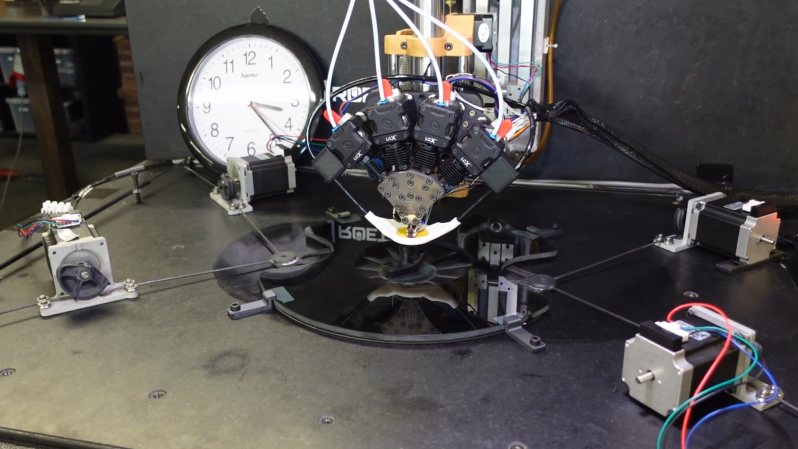
The original print bed was on top of an air bearing on a granite base, and its motion could be controlled by cords connected to stepper motors. This whole system had very low friction, but its inertia was too high. [Jan] therefore replaced the build plate with a lighter carbon-fiber frame. This had no air bearing, but it slid between the base granite slab and a glass plate above it, which had an opening above the portion used as a build plate. Even the metal pulleys used on the stepper motors had too much inertia, so [Jan] replaced them with smaller, semi-circular plastic pulleys.
The first test was a sub-60-second dry run to make sure nothing would break. This revealed the need for cable guides to keep them from whipping around (not surprising when they were pulling the bed at an acceleration of 225 G). Finally, [Jan] was able to successfully print several successive 59-second Benchies. The prints weren’t photogenic, but they were mechanically sound and dimensionally correct. [Jan] could have gone even faster, but this degraded the print quality too much.
It’s quite an accomplishment, and an impressive conclusion to a major project; we covered the beginning of the project back when [Jan] was going for parallelization rather than speed. The final print didn’t use it, but he also experimented with dynamic temperature control.














A Benchy is printed from 36:58 to 37:58.
This would be a perfect counter-example for the kind of futurist extrapolations that predict singularities without looking at the big picture. Lots of metrics are going up, but no mention about how they interact with each other. I bet that right now at this very moment, there’s a Reddit thread where people are debating what will happen once we can print anything in a minute.
Optimizing for a single metric like the print time is possible, but compromising on all others. Applying 225 G on the object being printed means that you can’t print anything bigger or denser than a Benchie because it would just rip itself off the print plate. To get fast and big prints, you have to abandon this approach entirely and start completely from scratch. It’s a drag racer – I get it – but that’s it. The complaint is about the futurists, not this project.
Can you ink-jet molten plastic? Would it actually come out as blobs, or would it just blow out a bunch of hair-thin silly string?
If you think about it, an SLA printer is kind of doing a similar kind of parallelization that a multi-nozzle inkjet printhead is doing, just over entire layers. They’re still slower than FDM due to the smaller layer height and the slow-ish leveling step.
Has anyone ever tried a version that sprays the resin down and then flashes it with UV?
There are UV printers. You can build up texture, but a large 3D model might be difficult.
I’ve seen those, but they don’t have any Z travel – the print head is fixed at some height and they can only lay down a millimeter or so. Why? Is it because they can’t control the layer thickness so the errors would keep accumulating?
@Dude There are a few printer manufacturers that have added small Zaxis movement to allow 1/4-1/2 inch dimensional builds.
There is one $9kish option that does full height 3d printing that was recently kickstarted.
While many of the early patents surrounding inkjet printing have expired, most of those are limited to 2 material build/support or limited blending of a few polymers. Many of the patents surrounding fullcolor polymer printing are still in force and with the existing companies getting 5-6 figures a machine, they are quite happy to defend their IP rigorously.
One issue I can see is printing overhangs and bridges using tiny droplets without support material. You can’t pull a string of plastic across a gap, so you need full support built under it.
@dude “printing overhangs and bridges using tiny droplets without support material”
Every existing industrial 3d jetting system requires a planar surface to apply the next layer. The slicers used generally use top down edge projection to establish the support boundary. You dont single material/no support print with inkjet technology, Its just not feasible.
There is a range of machines called Polyjet sold by Stratasys that have done this for a while. I believe that some of the major patents have expired but the complexity of the print heads has made open source options limited/impractical
Yeah… was going to say the same. Branded as “Objet”.
Coolest feature of those is the “digital materials” where you can mix on the fly in the head to vary the material type. Can print “rubberlike” and “ABS-like” in the same print without changing nozzles.
Ah ya beat me to it :) Those are so fun.
3d Systems released their first UV Cure Multijet 3d printer, The Actua 2100 in 1996
Objet released their first UV Cure PolyJet machine, The Quadra 3d in 2000.
The expiration of the initial underlying patents of these two companies over the last few years is what has allowed companies like Mimaki, FlashForge, and iNew3d to break into the market. The technology still remains out of reach of the average hobbyist with the cheapest of systems being pocket change shy of hitting 5 figure pricetags.
While the construction of a multijet printhead, which typically have hundreds to thousands of jets, from scratch is outside approachability for even highly skilled hobbyist/hackers, Constructing single jet per material systems, similar to solidscape, which released its first wax based inkjet printer, The Model Maker, in 1994, is approachable. While solidscape focused on wax jetting it would be possible to use the same technology for UV Cured plastics.
A more practical approach to a hobbyist UV Polymer jetting printer would be to follow the DIY approach used by Direct To Film UV printer makers, Upgrading a number of components in an epson printer to withstand UV cure ink chemistries (stock printheads and a number of plastic components melt when exposed to UV cure inks). There are kits available on Ali to convert a number of epson printers and there is extensive internet history/tutorial for converting them to flatbed printing for DTF and DTG printing. 3d printing would simply require the addition of a Z axis and substituting an appropriate support material for the clear varnish these systems often use in 1-4 channels of their printheads. This routes biggest obstacle is software, it would require a custom slicer capable of generating supports (inkjet supports are different than fdm due to the need to maintain planarity for future layer deposition). The slicer would also, ideally combine the supports and painted model data into the sort if CMYKWSSS (S for support) channels and output PDF files that the epson print engine would understand and accept.
An interesting aspect of jet-printing plastics: the smaller the “grain” you’re printing, the lower the molecular weight of the plastic should be.
A HDPE molecule can be hundreds of thousands of carbon atoms long, and it folds up into a crystal 1–10 micrometers in size, while an inkjet printer puts out droplets around 50-100 micrometers in size. You wouldn’t want to go much bigger, since 100 µm = 0.1 mm so it would be limiting your print resolution.
At that scale, the droplet of plastic you would be printing is less liquid and more like a ball of sticky wet noodles. That might be difficult to fire out of the nozzle.
grain is of even less concern than you imagine as most of these systems deposit the entire layer wet before UV flashcuring at a level that doesnt fully polymerize the layer so the next layer being jetted still has plenty of potential for crosslinking with the previous one.
Jetting is often performed at elevated temperature to lower the viscosity of the resin to allow it to properly jet. Sticky wet noodles do not eject from the sort of printheads employed.
Yes, but I was thinking about systems which jet molten plastic instead of UV resin, and whether that would be possible at all.
The print head would need to be coarser than typical inkjet heads to get the plastic to flow out, but the mechanism would be the same: liquid material goes in a thin chamber with holes on one wall, and a vibrating piezo element pumps the plastic droplets out of the holes.
hot melt inlkjet heads typically operate at 100C to 140C (212F to 284 F} but require a polymer that is 8-15 centipoise, a similar consistency to a light cream or thin maple syrup. Thicker than this and the material wont eject from the orifice, thinner than this and the material will leak uncontrollably from the head. The larger the orifice opening the more critical the temperature and viscosity becomes. Above 150 microns you can no longer use piezo actuators as the surface tension/actuator force relationship fails. Beyond that point you generally have to rely on microvalve systems which function more like miniature extrusion heads than a material jet. This also makes the use of arrayed systems impractical which seriously reduces the potential print speed, extending build times significantly.
Absolutely fantastic to use a 2D cable bot mechanism for XY-positioning.
This is a POC that one can print a benchy under 1 minute. But it needs some hard work of engineering to get a decent print quality. Instead of moving to other projects the author should work on this. Just my two cents.
As you know where your subject is, you could do video stabilization on the benchie being printed, if you add enough light and a short enough shutter speed, otherwise it would become a blurry mess.
Did I see what I did see at 1:20???
If you saw what I saw in the background then you did indeed see what you saw. :)
I have been a subscriber to Roetz for the nearly two years that he has been making this project. I was fascinated with his channel not just for the 3d printing but the pure engineering aspect of his channel. He would explain every step he took to achieve even the minute improvements to his printer. At times I was not sure if he would ever get to the one minute benchy, but here we are and I don’t think it will lead to anything new, persay, especially with the technology we currently have. This will atleast will give newer technology a goal to improve upon and will hopefully achieve a sub 30 second benchy