If you follow [Maker’s Muse] on YouTube, you know he’s as passionate about robot fights these days as he is about the tools he uses to make the robots. Luckily for us, he’s still got fame as a 3D printing YouTuber, as this has given him the platform to share his trade secrets for strong, robot-combat-worthy prints.
He fights robots in a ‘plastic ant-weight’ division, which restricts not only the weight of the robot but also the materials used. Not only must they be primarily plastic, but only certain plastics are allowed: PLA is in, but engineering filaments, Nylon, and TPU are out. Since necessity is the mother of invention, this has led to strong evolutionary pressure to figure out how to print the most impact-resilient PLA parts for armor and spinners.
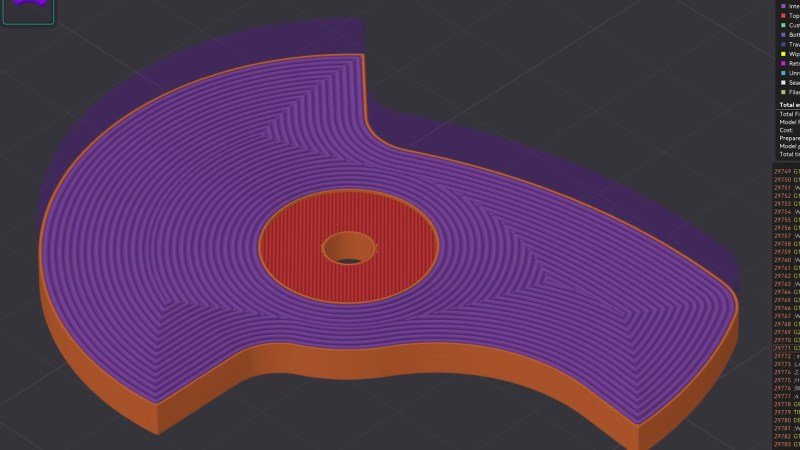
He’s using the latest OrcaSlicer and shares the profile as a pay-what-you-want 3MF file. It’s all about solidity: a solid part with solidly fused walls and solidly linked layers. It makes sense: if you’re going to be hammering on or with these parts, you don’t want any internal voids that could either collapse or pull open.
The infill density is obviously 100%, and you’ll want a concentric pattern — this makes it look like you’re just printing walls, but it allows you to use another trick. To make sure those walls don’t all align, creating a potential weakness, OrcaSlicer’s “alternate extra wall” will put one extra wall every second layer. The extra wall causes the infill pattern to stagger and lock together.
Also helping lock it together, he’s playing with extrusion widths, with the suggested rule-of-thumb being the line width on the walls be one-half that of the internal fill — and as wide as possible. In his case, with a 0.4 mm nozzle, that means 0.4 mm wide walls and 0.8 mm for the infill. OrcaSlicer 2.3.2 also lets you play with specific flow ratios, allowing you to overextrude only the internals for strength, without overextruding on the walls and potentially ruining dimensional accuracy. He also irons all top surfaces, but admits that that’s mostly about aesthetics. The iron may make those layers a little bit stronger, though, so why not?
Would brick layers make these parts even stronger? That’s very likely; [Maker’s Muse] mentions them in the video but does not use them because they’re not implemented in-slicer, and he wants something accessible to all. On the other hand, this post-processing script seems accessible enough for our crowd.
This video/profile is exclusively about fully-solid parts. When you want strong parts that aren’t fully solid, it looks like the answer is walls.
,














100% infill, print slow and as hot as you can for better layer adhesion, mildly over extrude to fill in the gaps. I think that about covers it?
You missed the most important point which is the entire point of the video. The results are seriously impressive. Weapon spinners made with the technique are impacting metal surfaces and throwing the combat bot so hard it bounces off the ceiling of the arena multiple times, he did a whole tournament with just two of them!
The secret/trick is using “alternate extra wall” setting and specific lline widths to get pseudo-brick walls.
I guess I’ll have to watch the video now. They didnt have those settings when I was a boy.
It’s the way it shatters that matters.
Here’s the catch: if didn’t shatter and didn’t even split at layer lines when used repeatedly as a hammer weapon.
You can see a layer split @13:50. But overall it does indeed look quite sturdy.
I wonder about printing a solid shell, with a samall hole in the top, then having the printer stick the hot end in the hole and inject the interior until it’s full.
I expect that unless the space is really small, the plastic would solidify into a spaghetti mess and clog the inlet before filling the space.
Your initial squirt of plastic would cool too quick for the rest to flow past it. Not to mention the thermal mass of a whole print filled with goo that was structurally unbounded would 💯 make the part distort. I’ve filled many a printed part with epoxy before. Just need to make sure you have the right kind of infill pattern and that the epoxy doesn’t get too hot as it cures. Lots of 2part epoxies will go into thermal runaway. Can get real spicy. Urethanes are also a great choice too and can be specced to have a lower durometer for a bit of springiness.
Punchline:
Madam: The dead ones full again.
Creators can’t make a living from writeups on GitHub pages; at least some do from YouTube ad revenue and YouTube-acquired patrons. Simple economics therefore dictates all the good stuff ends up as videos.
all the profitable stuff ends up as videos
Bricklayer is the most valuable slicer tech I’ve used in 10 years of 3D printing. And ironically it’s still not a feature of any major slicer after over a year of stable release.
Seriously… it seems like 80%+ articles are just video links. Blog entries are a rare and welcome surprise.
i’d be curious to see actual competitive testing of identical robots with different slicer settings