
The lathe is known as the King of Machine Tools for a reason. There are very few things that you can’t make with one. In fact, people love to utter the old saw that the lathe is the only machine tool that can make itself. While catchy, I think that’s a bit disingenuous. It’s more accurate to say that there are parts in all machine tools that (arguably) only a lathe can make. In that sense, the lathe is the most “fundamental” machine tool. Before you harbor dreams of self-replication, however, know that most of an early lathe would be made by hand scraping the required flat surfaces. So no, a lathe can’t make itself really, but a lathe and a skilled craftsperson with a hand-scraper sure can. In fact, if you’ve read the The Metal Lathe by David J. Gingery, you know that a lathe is instrumental in building itself while you’re still working on it.
We’re taking trip through the machining world with this series of articles. In the previous article we went over the history of machine tools. Let’s cut to the modern chase now and help some interested folks get into the world of hobby machining, shall we? As we saw last time, the first machine tools were lathes, and that’s also where you should start.
Precision Inception
With that bit of pedantry out of the way, let’s talk about why lathes are fundamental. Remember how I said that machine tools cleverly create parts that have greater precision than they themselves do? The lathe is the primary example of that.
 First and foremost, the machine spins the work while the cutting tool remains stationary. This may seem arbitrary, but it most certainly is not. The earliest lathes held the workpiece between two sharp points. This is a clever way to achieve extremely high precision on one axis. So much so that turning “between centers” is still the go-to technique today when maximum precision is needed. Two points form a straight line, and by supporting the work this way, we eliminate all sources of “run out” or imprecision in the drive mechanism. This in turn reduces the precision problem to figuring out how to move the tool back and forth while maintaining a well-controlled distance to the work. This is a much easier problem to solve than any other mechanical geometry a machine tool might use, and thus why lathes are king.
First and foremost, the machine spins the work while the cutting tool remains stationary. This may seem arbitrary, but it most certainly is not. The earliest lathes held the workpiece between two sharp points. This is a clever way to achieve extremely high precision on one axis. So much so that turning “between centers” is still the go-to technique today when maximum precision is needed. Two points form a straight line, and by supporting the work this way, we eliminate all sources of “run out” or imprecision in the drive mechanism. This in turn reduces the precision problem to figuring out how to move the tool back and forth while maintaining a well-controlled distance to the work. This is a much easier problem to solve than any other mechanical geometry a machine tool might use, and thus why lathes are king.
The lathe is the place to start for getting into machining as a hobby because it teaches you the fundamentals that apply to all machine tools, while also being the most generally useful. The deeper you get into lathe work, the more you realize how little there is that it can’t make. Most other machine tools exist not to do things the lathe can’t, but rather to make those operations simpler to set up or faster to perform.
Sizing Up Your First Lathe
Okay, so you’ve made the wise decision to buy a lathe. Where should you start? The first decision to make is size. The rule of thumb among Crusty Old Machinists™ is that you must buy the largest machine you have space for. The saying goes that you can make small things on a large lathe, but you can’t make large things on a small lathe. Like most old sayings, it’s only kinda true. Using a machine suited to the size of work you’re doing makes sense. If you want to make clocks, RC cars, or models, get a small bench-top machine. If you want to blueprint an engine for a racecar or repair the town’s historic steam locomotive, get a large floor-standing machine.
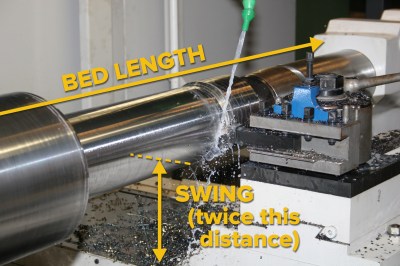 Lathes are measured in “swing” and bed length. A designation like “7×20″ means something 7″ in diameter can be swung around without hitting the bed, and the bed itself is 20″ long. Like most numbers applied to consumer products, these are both misleading. While a 7″ object may technically fit, the machine probably doesn’t have the horsepower or toolpost reach to actually work on something at that limit. Similarly, that 20” bed length quickly gets eaten up by the tailstock, drills, and other tooling that need to be inside your work envelope. In that sense, the old saying is true — get a machine that is as big as you think you can fit within the category of work you want to do.
Lathes are measured in “swing” and bed length. A designation like “7×20″ means something 7″ in diameter can be swung around without hitting the bed, and the bed itself is 20″ long. Like most numbers applied to consumer products, these are both misleading. While a 7″ object may technically fit, the machine probably doesn’t have the horsepower or toolpost reach to actually work on something at that limit. Similarly, that 20” bed length quickly gets eaten up by the tailstock, drills, and other tooling that need to be inside your work envelope. In that sense, the old saying is true — get a machine that is as big as you think you can fit within the category of work you want to do.
I’ll leave you now to think about how big your machine should be. Next time we’ll get into what to look for in a machine, how to buy one, where to put it, and so forth. Stay tuned!














We have a 8 foot bed ye olde 1900s lathe at home that my dad got for scrap value, but we haven’t done anything other than side cuts because we can’t get the drill bit to start drilling into the face of the metal because the piece bumps off it due to vibration in the head stock (normal drillbit from drill press though) also not sure about cutting threads
Get a copy of the South Bend “how to run a Lathe”, available online free and used for a few dollars on paper. Unlike what many sellers claim, it is NOT rare. Last copy I picked up for someone was less than US$5, and was a fairly late edition. Equivalent is the Atlas (Craftsman/Sears also) how to run a lathe book. a
As for vibration in the headstock, lube is your friend even if the bearings are sketchy. If needed, heavy lube. I have worked on lathes where grease was forced in to plain bearings to make up for wear. Not ideal, but when it is not practical to rebuild the machine, it buys life (one of them was rebuilt later and ran a treat). Plain bearings can usually be adjusted, or can be repoured. Alignment isn’t too bad to maintain on many machines. If the headstock bearings are roller or ball, replacement is often straightforward on an older (early 20th c.t.y) machine.
In any case, drilling on a lathe usually requires a starting drill for good results. A center drill (short, stiff drill for drilling 60 degree center holes for supporting work on a standard center) is fine for most things, but a stubby (screw machine) bit also works much of the time. You can also get a spotting drill which is intended for spotting holes, but this is rarely needed in manual lathe work, and they are not cheap to buy… I make my own. Key is short and stiff to start. Then pilot and follow to size with standard bits.
thanks gonna try it
Always use a center drill to make a dent in the material first. This will help hold the drill bit centered and keep it from walking around.
wonderful replies already, just want you to make sure that your tailstock (part that holds the drill chuck) is centered. if its too far forwards or back your bit wont bite into the center of the work, it’ll try to twist off.
there are some great videos on “aligning tailstock.”
Word of warning: proper screw cutting will either be very slow (you’ll be doing it with a handsaw, and just using the lathe to hold the shaft, though I have seen people produce nice thread on the lathe after starting out like that), or involves some extra machinery to move the tool at a constant rate in relation to the headstock. If you want to automatically produce threads (for speed and accuracy), but don’t have the equipment, remember that it’s just some gears (one on the headstock, and others to handle the ratio conversions), two worm gears (they can even be all-thread or something, just so long as you can reliably transmit torque to them), and a willingness to modify the machine (you should be willing to modify the machine) that keep you away from it.
Incidentally, how to improve the quality of threads is an old problem: I mentioned two worm gears instead of one because I’ve seen middle-ages plans that put the cutting tool on a beam running between two screws instead of connected to just one: the difference between the screws was cut in half via the averaging effect of lever action, and if you have different pitches on different parts of the screw then you just connect the beam to one screw with a sliding mount instead of a normal fixed one, have the two mounts a few rotations off from each other, and just let it rip: those differences get cut in half as well, leading to much higher quality screws.
Regardless of how you start, you’ll be able to work your way up to good quality in reasonably short order.
One thing you hint on in the article is the swing size, and the size of the part. I recently purchased a Southbend 10k, a nice, older lathe with more capability than I’ll ever get to use. ’10’ stands for the swing size = 10 inches. Great, but how big of a part can I turn? You need to be aware of the size the chuck gets when you open it to hold something of any real size. With a 6″ chuck, I can maybe turn something about 4″ round.
But I’ve already made parts on the lathe to replace parts on the lathe! Lead screws, lead nuts, a spindle adapter, all while the lathe was torn down to certain degrees.
If the part is a tube or hollow you can flip the jaws in the chuck and clamp on the inside to get the full swing
One of the first things I attempted to turn with the bigger chuck was some ~3″ aluminum round stock. Because of a step, I didn’t think I should use the stepped jaws because of how much bite I’d be able to get. I had enough clearance between the jaws and the ways, but it made me nervous.
ALlmost all jaws are reversible, reverse them and you wont have to worry abt that m8
On smaller lathes such as the Unimat, yes. Larger lathes (Myford size and up) with Pratt Burnerd chucks you have a set of reverse jaws for that chuck. That’s for self-centring 3-jaw units, 4-jaw non-sef-centring chucks generally are able to reverse the jaws.
Then there’s the Chinese 7×10 lathe, but can only reasonably cut up to about 3″ in diameter because the cross-slide doesn’t have enough travel or support.
A lot of lathes have a part of the support ways under the chuck removable (and in many, the many layers of crud on them effectively hide the existance of this feature :D), so that you can chuck stock almost as big as the swing size…
Wouldn’t “the first machine tool” be a potter’s wheel?
Or a stone hammer or flint knife?
A hammer isn’t a machine, nor is a knife.
A machine is “an apparatus using or applying mechanical power and having several parts, each with a definite function and together performing a particular task.” – Google
A potters wheel on the other hand is a machine and a tool.
But since a potters wheel and a lathe is from a practical standpoint the same tool. Since the work piece if the thing that rotates, while the tool (a hand for a pottery wheel) is stationary. (Stationary as in that it doesn’t rotate around the work piece.) Then your question is a good one, maybe they are both first.
Power Hammer is a machine and although they were mostly used in the 19th century the earlier versions called a Trip Hammer (also a machine) date way back. some were powered by horse, some with water wheel;s and others used men to power them. They date back to as early as 40 BC.
Yes, a power hammer is a machine. I never stated that it wasn’t.
But it doesn’t change the fact that a typical hammer is still not a machine.
What you mentioned are hand tools, not to be compared to modern externally powered hand tools. Even a gas tank is a component of a power grid.
It’ll be whatever they mounted a wheel up to, then span it whilst holding a knife agasinst the edge to true it up.
You know, like a lathe.
If one would want to buy a lathe but has no experience whatsoever, would it be advisable to buy a wood lathe first before investing in a metal lathe? Just to get more feeling with the proces of it all. If you only work with steel this would be a stupid thing to do, but if your, let’s say, an allround maker.
I would buy a metal lathe first, if you intend to do more metal working than wood working.
You can turn wood easier on a metal lathe than metal on a wood lathe.
Really should not turn wood on a metal lathe. Wood has a lot of silica in it, mix that with oil and you have a lapping compound which gets everywhere and wears things very fast.
It “could” be, I bought a used wood lathe for $80, and then came chucks, tools, a replacement tool rest, and face shield and apron. (oh yeah, I think the electric motor was separate. It is fun to use, but NONE of the tools, attachments I bought for it will work with a metal lathe. And with a wood lathe, the tools are held in your hands, not in a strong vise; a knot in the wood could result in the wood, blade, and then your face exploding!
the two are totally different, what you can do is to buy a cheap metal lathe and use wood to work on during the learning phase
No. The tools work on the same principle, but the implementation is so different that there is no benefit to getting a wood lathe unless you are interested in wood turning. As [Jsp] said, you can turn wood on a metal lathe, but if you do, take the precaution of removing as many of the machine parts from the lathe as possible first and clean it thoroughly afterwards. All of that sawdust will work its way under the ways (sliding surfaces) and swell up with oil, resulting in a big hit on your metal turning accuracy.
My advice is to get a metal lathe, but resist the initial urge to buy carbide tooling “to get yourself started”. Instead, buy a small 6″ or 8″ bench grinder and a bunch of high speed steel (HSS) tool blanks and learn to grind your own. The HSS is a lot more forgiving (won’t crumble if you bump a tool into a non-moving workpiece), and you will learn a lot about tool geometry. Then, if you get into carbide later, you will understand what it is that you are paying for.
I like your advise!
Agreed with all the recommendations here. You can turn wood on a metal lathe, but you can’t turn metal on a wood lathe. The tooling is completely different. Keep your eyes open for a cheaper metal lathe, and you can do most of the all-around making you’ll need to do.
You can most certainly turn metal on a wood lathe, leverage is your friend for any part ovr 1inch DIA, and files are your friend for all of the above.
wayyy too sketchy for my taste though… usable metal lathes can be had cheap, you just have to look around
Popular mechanics article about building a slide to do metal turning on your wood lathe:
https://books.google.com/books?id=R-MDAAAAMBAJ&pg=PA190&lpg=PA190&dq=Popular+mechanics+metal+turning+slide+for+wood+lathes&source=bl&ots=hC-uitpDp3&sig=OBHA5h-3VUpHgHPggvRAxFh42ok&hl=en&sa=X&ved=0ahUKEwjwyrfGsbrZAhXHLmMKHaK9C1YQ6AEIMTAE#v=onepage&q=Popular%20mechanics%20metal%20turning%20slide%20for%20wood%20lathes&f=false
As was hinted in the article, the lathe is king of machine tools because it can do the job of most other tools, creditably at least.
Put and arbor between the headstock and tailstock, you’ve got a horizontal mill. Mind, it has no z adjustment other than packing beneath the work, but it certainly works better than a horizontal you don’t have.
Put a collet with an endmill in the spindle, and a right angle plate on the cross slide and you’ve got a vertical mill. You could even go for luxury and put on a right angle slide.
Put a bar with a toolbit coming out the side between headstock and tailstock and you have a boring mill.
Add a lever action to move the slide, and you’ve got a slotter, as seen in a HAD post a couple days ago.
There’s very little you can’t do with a lathe and some imagination.
“There are very few things that you can’t make” The first thing that come to mind is a square/cube as something you cannot make with the lathe. If I am wrong than please enlighten me.
http://www.instructables.com/id/Turners-Cube-Manual-Machine/ there’s some videos on youtube as well.
I stand corrected. Now I have seen it, it is obvious you can create a cube.
2 different methods off the top of my head.
Put a collet and endmill in the headstock. Right angle plate on then cross slide. Produce cube in vertical mill mode.
4 jaw chuck holding work. Face off side 1. Flip workpiece end for end and face off the opposite side. Use now parallel sides to align workpiece and face off 2 perpendicular sides. You now have 2 more rechuckings to a cube.
Th second method is the beginning of a classic “turner’s cube”
Check YouTube for “lathe turners cube”. There are many examples of making a Turner’s Cube on a lathe starting from cylindrical stock.
https://hackaday.com/2017/11/13/lathe-turns-the-corner-makes-a-cube/
Bingo!
oh man did you just stumble into a lecture with that one ;)
I am remember one of many photographies from school. In that picture was big “carousel” lathe with man standing inside on two inch thick piece of plank. I was impressed every time i was in class where was this picture hanged on the wall.
I was given a metal lathe, where do I get cheap stock?
(Poor student life)
Go to a local company that sells large metal stock, ask around for offcuts and scraps. Usually you can buy small pieces of aluminium for a couple dollars a pound.
Student you say?
Well, your school probably has a repair shop.
Get to know the people/person who works there.
They may be willing to give you a few pieces of scrap.
And if you show them something you’ve done with your lathe, they might even commission a piece.
Check any recycling centers, they will have at least one bin of metal with usable scraps. They may charge scrap rate for it. One recycling center let me have some pieces of metal “to practice my welding”.
Come to think of it…
You are standing on the precipice of a real slippery slope (a metalworking addiction).
The person who “gave” you that lathe is probably the local pusher^H^H^H^H^H^H^ pipe and bar stock salesman.
I’ll save you from such a tragic life by disposing of that lathe before you become addicted.
B^)
scrapyard
(seriously, if you offer more then the scrap value, they are usually willing to sell whatever you find in there)
” know that most of an early lathe would be made by hand scraping the required flat surfaces.”
If I was making a pole lathe, I wouldn’t need to scrape any flat surfaces. Having flat guideways is of course helpful, but not absolutely necessary for the function of a lathe, and one can move objects along a flat plane by pivoting them around an axis.
If I had to start from absolutely scratch, I would construct a pole lathe out of pretty much sticks and twine for lashing it together. Once constructed, I could then turn a stone against another stone to produce a grinding wheel, with which to produce better cutting tools. With better cutting tools, I would produce a wooden wheel, fix a cutting tool on its surface to produce a fly cutter – still fixed to the pole lathe – and then use that fly cutter to flatten out the surface of a beam which I can introduce into the cutter by means of a hinge which constricts its motion to follow a plane. Rotating the stick in its mount, I can produce square stock.
And so, having produced the square stock, I would be in possession of perfectly serviceable parts for an improved lathe.
Also see A.B Kempe “How to draw a straight line” for inspiration about how to construct mechanisms that allow you to move things in straight lines without actually having straight edges or flat planes at your disposal.
https://synthetica.eng.uci.edu/mechanicaldesign101/Kempe-Straight-Line.pdf
Nice thing about a lathe is it’s easy to add CNC capability.
CNC on a lathe is way less useful than on a mill. I have both a cnc lathe and manual and have not used the cnc in years. CNC lathes are great for production or for lots of threading but one-offs, not so much. Now a CNC mill is just the opposite, I do one offs all the time and i can run it thought he MDI just as fast as turning hand wheels.
Though Haas and Milltronics do make cnc lathes with hand wheels which negate what I have just said, though they are not common in the CNC lathe world, they are usually found in prototype shops,
Anything that involves a curve (especially with a large radius or even a spline) is usually pretty hardcore to do by hand. Tracer attachments exist, but because of all the hydraulics involved, they’re just as expensive and not as versatile.
Yeah, you can also make or buy form tools but the vast majority of lathe work is just steps, grooves, chamfers, and threads. A lot of tapers can be done with the compound, my manual lathe has a taper attachment and I have never used it.
People far too often forget the surfaces that you can make with no more than your eyes and a hard object. Machines only speed that process
Yeah, but the question is about using a lathe to build a lathe – bootstrapping itself without using other manufactured tools to make the first lathe.
At the very low end, a lathe is just a stick of wood with the ends burned to points, stuck between two stones and spun by hand. The cutting tool can be another stone that’s used to grind the stick into shape. This can be used to make a drop spindle, which can be used to spin thread, which can then be used to make a bow to upgrade the lathe for more speed. Another stick can be shaped to an accurate axle and a friction drill to make bearing blocks for the axle, and pretty soon you’ve got a precision tool in the making.
The Bridgeport is the machine the can make it self and all the other
Precision machines such as lace shapers dies and molds no modern
Life could have been Built with out its conception…..
It’s just silly to pick a lathe over a vertical milling machine, both are indispensable, perhaps the grinder, as well.
Nope, nothing replace lathe. You can do both milling and grinding on lathe with quite good envelope.
On the other hand you can only make very limited turning on mill (and less limited boring) and nothing else than grinding on a grinder.
Lathe should be the first machine too you get. Way more versatile than a mill.
Lately I have been reading some books dealing with traditional British Model Engineering practices, some by George H. Thomas in particular. One thing that has stuck with me is the view of the lathe as the centerpiece of the small home or laboratory machine shop. It can be especially handy to use the lathe when you need to do operations on the end of long parts that won’t fit (conveniently or otherwise) in the mill, or when the part needs to be oriented at a 90° angle from a “normal” mill setup.
Milling machines are hugely beneficial, of course – even essential for the serious home shop, but most small milling operations can be completed satisfactorily on the lathe with proper tools and fixturing. And, of course, the lathe can be used to make its own tools! Using tools to make tools, to make other tools, so that you can build the project (tool) that you’re working on… Addiction doesn’t even begin to describe it. I have nearly all of the MLA kits now…
Having both a lathe and a small mill, I do have to say that the mill gets about 10 times as much use as the lathe. The lathe is the “Turing machine” of machining, which is fine in theory, but most of the real world jobs I do get done on the mill. I have no axe to grind with lathes or with the article, but I am just sayin’
When you own a lathe everything in the world looks like circles.
I use a lathe by exception. I use a mill by design. My small lathe was lost in a fire and has not been missed in 4 years. On the other hand, I have made over one hundred prototype fixtures to hold circuit boards, connectors, controls and design aids for which my mill is indispensable. My material of choice is extruded and cast acrylic sheet which machines like butter.
Actually, machines like butter is not a good analogy. Acrylic machines with a beautiful, light-diffusing surface finish, especially if you slow down feed rate for the final pass.
Words to the wise regarding the Gingery** lathe: First, don’t go that route If your primary interest is getting a lathe to work with. A commercial 7×12 or 7×14 lathe will cost more than building your own, but the difference isn’t huge, and buying a lathe means you can use it immediately. If you build, you won’t be cutting threads for a long, long time to come.
Second, don’t scale up the Gingery lathe, at least not at first. If you’re working from scratch you can build Dave’s 7×12 model AND a scaled-up version in roughly the same timeframe as it would take for a 10×24″ model alone. Scaling up the lathe involves rather more than simply increasing dimensions 1 1/2 times. (Example: 1/4″ x 3″ cold-rolled steel for the main ways is readily available; 3/8″ x 4.5″, uh-uh.)
Third, it’s going to be a while before you can machine useful stuff on the homemade lathe. Possibly a LONG while. Source: in 1982 I started a 10.5 x 22″ scaled up unit. Along with moving twice, getting a Ph.D., applying for and getting a job, and having our first daughter, I finished the job in 1989. After which I sold the thing to another Gingery enthusiast and bought a used South Bend.
I absolutely do not regret taking the Gingery route, as the amount I learned was invaluable. But doing it again I’d have gone into the job with my eyes open just a little more. Build Dave’s 7×12 first, then go from there.
**PS: It’s not pronounced like the spice. Both ‘g’s are hard, you know, the way that GIF REALLY OUGHT to be pronounced ;-). Source: Dave. I corresponded with him (via actual letters!) for a little while after starting the project.
https://www.youtube.com/watch?v=SkfCgCEMgQ0
Can you guys recommend good books for anyone starting working with a lathe? Would love to get started with metal fabrication.
I think a word of caution is in order: I got my first little bench top wood lathe just 4 years ago. Then I “had to” have a small bench top metal lathe. Then I “had to” get a floor standing wood lathe, Then I “had to” use the small metal lathe to build a large (24″ swing) wood lathe. Then I “had to” get a large bench top metal lathe. Finally, (I think) I “had to” have a heavy floor standing metal lathe. Along the way I’ve found that I “had to” have a mill and dozens of tools and attachments and jigs that I never knew I HAD TO have. Right now I’m fighting a desperate craving for a surface grinder. I’m just saying that lathes (and machine tools in general) are addictive! You have been warned! :-)
I built the self-replicating four Axis Mill in 1997, and in 2004 Dr Bob Merkel and Dr Robert Frietas mentioned the accomplishment in the classic survey of the field, kinetic self-replicating machines. I’ve been working on the problem of self reproducing factories since 1979 and in my opinion it is not the lathe which is a very versatile machine but the table saw which is very much commonplace which has the highest capacity for self replication. In fact given a certain kind of motor having an arbor accepting a saw blade and also mountable laterally underneath the top of a simple table saw made of panels of plywood screwed together again absent the motor and the blade the simple table saw can indeed cut a typical say 2×4 panel of plywood into segments that assemble readily again using external means a screw gun and some glue into a practical table saw.
However it is machine tool co-replication which fascinates me most. In the perfect scenario N machine tools each of which has P parts involving inventory of N times P parts. If each of the N tools can make a fraction 1 over N of the total inventory, algebra indicates that each machine can make P. So there are N sets of P parts per set. IFF those sets are exclusive sets then of the total inventory there are none lacking and the suite of machine tools reproduces itself. Now if each machine tool can make a fraction greater than one over n of the total inventory the restriction on exclusivity may be loosened using ai and Cad and people and all that and trial and error and all that to produce an actual self-replicating factory in terms of parts only having nothing to do with the sources of energy and power needed and nothing to do with the sources of control needed will need to do with the physical parts