The versatility of 3D printers is simply amazing. Capable of producing a wide variety of prototypes, miscellaneous parts, artwork, and even other 3D printers, it’s an excellent addition to any shop or makerspace. The smaller, more inexpensive printers might do one type of printing well with a single tool, but if you really want to take a 3D printer’s versatility up to the next level you may want to try one with an automatic tool changing system like this one which uses magnets.
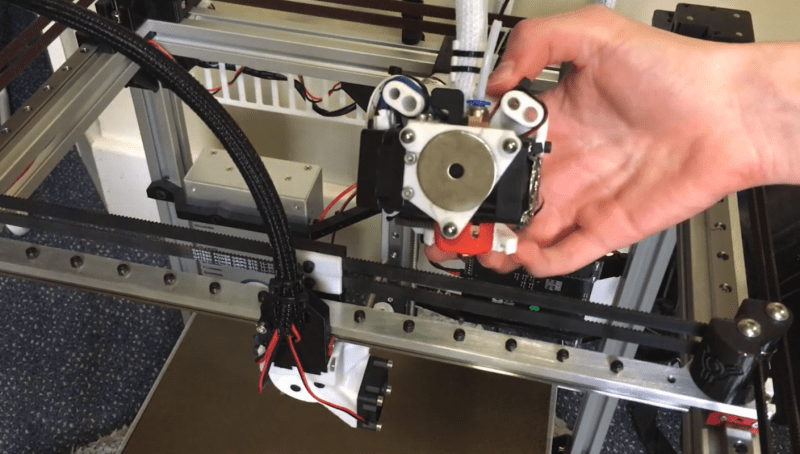
This 3D printer from [Will Hardy] uses an electromagnet to attach the tool to the printer. The arm is able to move to the tool storage area and quickly deposit and attach various tools as it runs through the prints. A failsafe mechanism keeps the tool from falling off of the head of the printer in case of a power outage, and several other design features were included to allow others to tweak this design to their own particular needs, such as enclosing the printer and increasing or decreasing the working area of the Core-XY printer as needed.
While the project looks like it works exceptionally well, [Will] notes that it is still in the prototyping phase and needs work on the software in order to refine its operation and make it suitable for more general-purpose uses. It’s an excellent design though and shows promise. It also reminds us of this other tool-changing system we featured a few months ago, albeit with a less electromagnetic twist.














Such a cool product!! when can I buy one?
The filament loses must be high, i see the heads dripping … since you have to maintain them hot to do an hotswap ..
Good idea
I don’t think that you loose that much filament.
You should loose only the volume in the heat chamber, quite a small volume.
A simple gcode to push some filament just before the head is picked up and you would have the equivalent of 1cm of lost filament maybe?
Would it be possible to rest them on some kind of bung to stop them dripping?
I’m thinking of a system that primes directly before then wipes on tool-change. With, say, a rubber wiper.
You wouldn’t get more than a little leakage.
That looks like a TPU wipe after it purges already.
No unfortunately not, the filament in the melt zone will turn molten and cause a huge mess as it comes off the bung. Depending on the print or materials usually you will lower the temp of the parked tool.
Dissolvable supports for example ooze like crazy and bake carbon onto the nozzle so I’ll always drop the temperature with it parked, but it adds considerable time to the print while it heats back up.
Stiff silicone bristle brush, a few jerks back and forth before and after the head change, should take care of that. Plus maybe a simple extrusion pull back when stored should help with any excess dribbling.
You definitely can, and some toolchanger owners do exactly that, but all you’re achieving is managing the filament that would have oozed out anyway, so you’ve not gained anything by blocking the nozzle while parked.
Compared to a single hotend with a filament changer that has to purge the nozzle on every change, the losses here are negligible.
Every change? Why? Are slicers not yet smart enough to plan the routes so that the purge can go into the infill?
Why not just retract 10 or 15mm of filament and then when it’s time ot put that tool back into play just push that filament back in.
That would be too easy. We need the NASA level solution here….
Cause that’s how you get a clogged hotend! Or with that much retraction maybe a clogged cold end.
If the hot, melty end of your filament is retracted too far in it will freeze sticking to the sides. It’s about like pouring epoxy down your heat sink hole. It’s a real pain to fix. My usual way is to disassemble the hotend, out the pieces in the oven and bake them out. Sometimes that doesn’t work and I have to take a propane torch to it. I hate doing that.
Definitely be careful how far you set your retraction.
that’s pretty cool. just curious why he chose a vertical attachment plate as opposed to a horizontal one.
also using an electropermanent magnet would make much more sense here: easier on the power bill and safer during power outage since power is then only needed to switch the magnet on/off.
I wondered the same thing. Keeping the head on must increase the electricy used by quite a bit. Maybe use the magnet only to pull past some sort of latch and then release the latch with another bump of the magnet, perhaps by reversing the polarity. Depends on the design.
This looks like a homebrew version of the E3D tool changer, but set up to use common hot-ends.
Getting the nozzle tip positions consistent across tools must be an interesting challenge to have solved.
That’s VERY cool. Definitely interested in finding out more about it.
The obvious improvement would be to have a second ‘X’ axis head and changer, that would allow one arm to be working while the other arm is swapping heads. Plus you could keep two filaments always at the ready for quick changes.