When it comes to turning a raw block of metal into a useful part, most processes are pretty dramatic. Sharp and tough tools are slammed into raw stock to remove tiny bits at a time, releasing the part trapped within. It doesn’t always have to be quite so violent though, as these experiments in electrochemical machining suggest.
Electrochemical machining, or ECM, is not to be confused with electrical discharge machining, or EDM. While similar, ECM is a much tamer process. Where EDM relies on a powerful electric arc between the tool and the work to erode material in a dielectric fluid, ECM is much more like electrolysis in reverse. In ECM, a workpiece and custom tool are placed in an electrolyte bath and wired to a power source; the workpiece is the anode while the tool is the cathode, and the flow of charged electrolyte through the tool ionizes the workpiece, slowly eroding it.
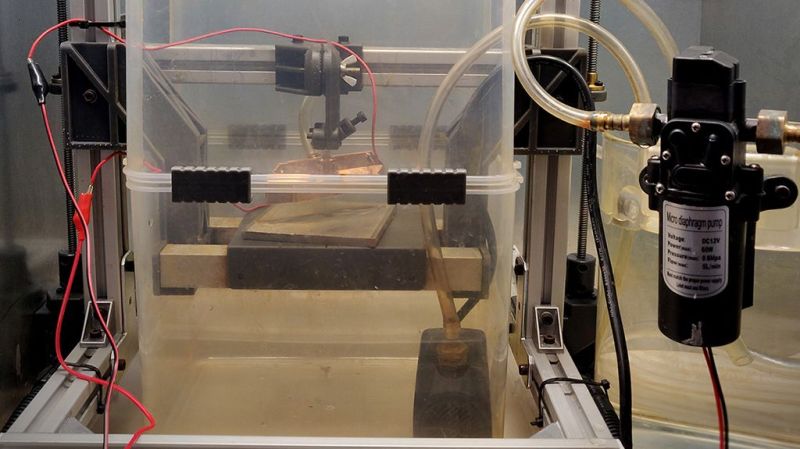
The trick — and expense — of ECM is generally in making the tooling, which can be extremely complicated. For his experiments, [Amos] took the shortcut of 3D-printing his tool — he chose [Suzanne] the Blender monkey — and then copper plating it, to make it conductive. Attached to the remains of a RepRap for Z-axis control and kitted out with tanks and pumps to keep the electrolyte flowing, the rig worked surprisingly well, leaving a recognizably simian faceprint on a block of steel.
[Amos] admits the setup is far from optimized; the loop controlling the distance between workpiece and tool isn’t closed yet, for instance. Still, for initial experiments, the results are very encouraging, and we like the idea of 3D-printing tools for this process. Given his previous success straightening his own teeth or 3D-printing glass, we expect he’ll get this fully sorted soon enough.














people are currently using this to make rifled barrels at home, cool as hell, and opens previously impossible geometry to the home machinist
For the sludge problem, adding some kind of flocculant to the electrolyte might encourage the particles to clump together and settle.
Went to his website. For some reason, none of the pictures are visible. If Amos is reading this, please fix the pics on your site. Thanks.
They work for me, check your browser?
The documentation on that website is commendable.
Thanks for sharing!
Random thoughts:
*Milling from below might eject waste better as the waste appears denser than the working solution (awkward though)
*Ultrasound might keep the waste mobilize long enough to leave the ECM site
*Can you electroplate the waste out of solution?
The idea of ultrasound to agitate the waste is an interesting one! Especially because it could potentially be applied to the workpiece to dislodge waste without slowing anything else down (like intermittently raising + cleaning would). Thanks for the thoughts!
Could you use a strain gauge between tool holder and gantry to maintain an ideal distance? Assuming there is some ideal distance that correlates to force and that force increases closer the tool gets to work piece. Of course changing the tool would also change that ideal force..
Or perhaps rely on same technique in old school EDM machines by testing monitoring for short between tool and workpiece and stepping back when detected?
Just thinking out loud with my simple smooth ape brain.
I ran ram edm for a couple years, which is similar in many ways to ECM in approach, though the tech is different.
I can definitely tell you flushing design and contamination of the dielectric fluid greatly influences how a ram edm electrode burns- and based on his writeup, looks like his ECM reacts similarly. He needs to very carefully place his flush holes, change their size, and work on a way to pulse vibrate the tool like ram edm- and he may have a shot.
You actually have a sweet spot where some contamination level in ram edm helps make the tool burn quicker and cleaner. I suspect that will be true with ECM as well.
I think I’ll get in contact with him, I actually have an item ECM is perfect for, that normal machining can’t handle profitably. It would be cool to utilize this myself.
There is a company working on selling a home shop ECM machine called ZURAD. I think its a pretty promising looking tech for the diy community.