Sadly, the usual CO2-powered suspects in the DIY laser cutter market are woefully incapable of cutting metal. Sure, they’ll cut the heck out of plywood and acrylic, and most will do a decent job at engraving metal. But cutting through a sheet of steel or aluminum requires a step up to much more powerful fiber laser cutters. True, the costs of such machines can be daunting, but not daunting enough for [Travis Mitchell], who has undertaken a DIY fiber laser cutter build that really caught our eye.
Right off the bat, a couple of things are worth noting here. First — and this should be obvious from the fountains of white-hot sparks in the video below — laser cutters are dangerous, and you should really know what you’re doing before tackling such a build. Second, just because [Travis] was able to cut costs considerably compared to a commercial fiber laser cutter doesn’t mean this build was cheap in absolute terms — he reports dropping about $15,000 so far, with considerable ongoing costs to operate the thing.
 That said, there doesn’t appear to be anything about this build that anyone with some experience building CNC machines wouldn’t be able to tackle. The CNC side of this is pretty straightforward, although we note that the gantry, servos, and controller seem especially robust.
That said, there doesn’t appear to be anything about this build that anyone with some experience building CNC machines wouldn’t be able to tackle. The CNC side of this is pretty straightforward, although we note that the gantry, servos, and controller seem especially robust.
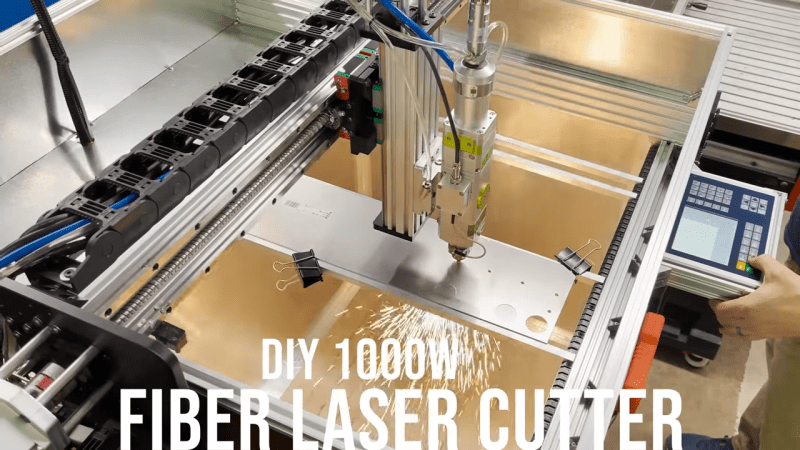
The laser itself is an off-the-shelf machine, a Raycus RFL-C1000 fiber laser and head that packs a 1,000-Watt punch. There’s also the required cooling system for the laser, and of course there’s an exhaust system to get rid of the nasty fumes.
All that stuff requires a considerable investment, but we were surprised to learn how much the consumables cost. [Travis] opted for bottled gas for the cutter’s gas assist system — low-pressure oxygen for carbon steel and high-pressure nitrogen for everything else. Refills are really pricey, in part because of the purity required, but since the proper compressor for the job is out of the budget for now, the tanks will have to do. And really, the thing cuts like a dream. Check out the cutting speed and precision in the video below.
This is but the first in a series of videos that will detail the build, and if [Travis] thought this would whet our appetites for more, he was right. We really haven’t seen many DIY fiber laser builds, but we have seen a teardown of a 200-kW fiber laser that might tickle your fancy.













Now I know what I’m doing with the unused 1000W fiber laser at work…..
You can buy a used medical 02 generator for fairly cheap. They make it and compress it. Not fast enough for direct use perhaps, but they work great for filling 02 tanks at home. They’re WAY cheaper than getting tanks filled. With the hacking effort during COVID to make cheap respirators, there are lots of designs online (including hackaday) to make them on the cheap as well.
You can hack the O2 machine and get the nitrogen that comes out after the oxygen part of the cycle. I’ll bet you could send it to a big plastic bag and run it through a couple times. The right ones do a great job of refilling the high pressure oxygen tanks.
Nice start for a nice setup overall but extruded aluminum does not exactly want to stay in place so the entire unit moves about and you should not have to sit there and try to hold it in place while it is operating. Also no enclosure? What keeps parts from falling into the unit? No copper? Where do the exhaust gasses go and how good is that exhaust system? Is this more like a microwave in most houses where it just blows it right at the operator and not outside or filters it? Lastly, how thick can it cut through? Should do ok with steel at least. Neat idea, still some more things needed unless it is for intermittent use.
Watch the video… The fellow only has single phase power available and so this limits his laser output and overall power budget for all his home shop’s toys. Secondly, he has a powered fume exhauster and directs the output out of his shop.
The video starts with the entire unit wobbling and them trying to hold it in place. It doesn’t address parts falling into the unit or how good the exhaust unit can actually work if the unit is not encased. Or what protects your eyes for that matter. It’s a neat idea for occasional use but it’s more of a hobby device right now. Which is fine if that is the goal. It just currently lacks some important items for actual use is my personal opinion.
Which is also fine if it is a work in progress. Most of the projects here are after all. If it were my build, enclose it, build some copper rails and reinforce the framework as extruded aluminum plus rapidly moving fiber output isn’t stable enough and this build can move and actually cut faster than your average CO2 laser. Which can’t really cut steel anyway.
Upgrading the power output would be nice after that but if there is only 100A or 200A in total of single phase 120V then there would be some limits on what can be done. There are already limits on thickness it can realistically cut as it is depending on the material.
Really do suggest safety being a bit more of a priority here though I do at least see some laser safety glasses of presumably the right wavelength.
Overall neat build and definitely put time and money into building it. They didn’t exactly cut corners left and right here though they are cutting some pretty decent quality mild steel sheets.
You just microtab parts to keep them in place. Thats a CAM issue, not a laser issue. I’ve got 2 7 figure fiber lasers at the day job and an older CO2 machine with steel supporting rails that cut aluminum, steel, copper, and stainless 16hr a day.
As the other person said, you should really watch the video. Many things are addressed or can be understood.
Not much of a point to judge someone’s work when he just shows the first cut ever, mentions that it is a work in progress, and even explains many of the limitations that you are pointing out .
I don’t say that your criticism has no reason to exist, but not having watched the video makes many things out of scope.
Perhaps that by saying “nice work. This is what I would recommend to improve upon it” instead of “this is bad because it lacks xyz”, your comment would come across better.
Since you since knowledgeable on the topic of fiber lasers, that may well be very helpful to Op
You think it is worse than a plasma torch?
Yes. Laser beams focus easily, and your eyes are at much greater risk.
Further, I will bet that while the average person would never use a plasma torch without wearing a face shield, they would use and demonstrate a laser cutter to friends (with kids running around) without ensuring that everyone in the room was wearing eye protection.
Haven’t looked into it, however a plasma cutting face shield MIGHT be good for eye protection. Need to check whether it blocks the laser wavelength.
Cool project.
“Do not look into laser with remaining eye.”
My favorite laser safety saying!
A laser safety course told me:
– The beam is invisible; your blink reflex will not save your eyes. Your first warning may be popping sounds as the fluid in your eyes boils, or part of your visual field going (permanently) blank.
– Worse than staring at the Sun; laser beams are much easier to focus into pinpoint spots.
Cool but $15K for a hobby build? Not in my world.
Yeah, Im PRO-DIY, but $15k with a WAY to go and ONLY 1kw, OPs bill is pushing closer and closer to a much better built chinese import.
I’d guess that 90% of his cost is the laser unit itself, especially if it was bought new (but idk if he said so).
your guess would be wrong.
Hes only pushing 1000W Unless he sprung for an IPG power supply the lasers around 1/3 his costs. @6:15 BOM shows 1000w raycus at only ~$4k.
Even you add in the head, controller, and cooling system to the “laser” your only at 60% cost.
That said, If you dont have the money ($20-30k) to buy a preassembled unit, buying one piece at a time as you can afford would probably stand a better chance of getting something like this put together EVENTUALLY, than you will at saving enough to buy “ready to go”
If Travis reads this,
Given the price of your raycus source, I suspect you bought an RFL-C1000H, yes? Did you come to this decision based on price? or did you discuss it with your laser supplier and determine this would be sufficient for YOUR needs? I only ask because it is my understanding that the RFL-C1000H will NOT last under the steady demand of cutting having been optimized for lighter duty welding tasks. Isnt that why the RFL-C1000X is near twice the price, continuous duty rating? If I am incorrect please explain the difference between these supplies.
Excellent points, especially about the duty cycle. And I have demonstrated myself that a fun project is very different from having a working piece of equipment THIS week/months/year. Need to decide which you want.
Prices dropping over time is a good reason to buy the laser near last.
Jeez, where’s he getting his gas? It seems like he’s getting ripped off. I weld in my garage and regularly get refills of nitrogen, argon, and oxygen for size T (300CF – 2k PSI) containers for under $50 at the local welding supply store.
Safety glasses don’t cut it with that much power. Class 4 lasers require safety enclosures – even reflections can blind.
I’m not a fan of the frame. Aluminum extrusion is awful for CNC machines. It doesn’t have the tolerances required, nor stiffness, nor damping characteristics. The choice to invest $15k in a machine on such a base is not one that I would have made.
I’m much more interested in the ProLight 3000 Turning Center in the background. :)
A laser cutter doesn’t need the same stiffness as a CNC router/mill. His frame seems stiff enough for his purposes, though it wobbles around because it’s on casters. He should probably change that in the future.
As long as the sheet metal is secured to the frames the woble shouldnt have any effect on the cutting result and a small shop needs the flexibility of casters under everything. I get reminded everytime i have to deal with a machine or table that doesnt have casters under it…
While there is no cutting tool impacting the workpiece, the axes and head motions are a source of vibration. This is an area that could be improved, at least to some extent. Vibration dampening of some sort.
Nice video. Just worried about how the cat is going to get in and out of workshop when machine is in use.
After the first time? Navigating using its nose presumably. There’s no “Cat safety glasses” listed in the BOM.
You should consider a boil off system for supplying you with nitrogen, it works out to be much cheaper than bottled nitrogen and ourity is excelent , it’s basically “distillled” nitrogen as it boils liquid nitrogen into the gas, can be at fair pressure just out of the boil off but if it proves to be to low on pressure you can get a pressure building regulator and accumulator tank (big piston drives smaller piston, poweredby nitrogen in the system), yeilding a high pressure gas. Since this process restricts the flow & volume you use an accumulation tank. The advantGE TO A ln2 Boil Off Source is your time as you will have no down time changing cylinders of gas or spoiled work when a bottle runs out during a cutting operation.
As to the oxygen system boil offs also exist in that gas also but not that common, worth checking into though, as an alternative why not use the oxygen to enhance regular compressed air to a higher percent of oxygen so as to get a lager flow with less bottled o2 use??
I literally burned my first 5 test lines in to a piece of pine today (Chinese 3018 unit) and the idea of playing with 1000W laser is terrifying!
David.. amazing job. Being a laser tech here in Australia you should be proud of the laser you have built. Manual focal laser heads have been around for years and work very well. I never thought of RD work laser software could run the system. Could you please reply on the brand of motion controllers that you used? This is something that I have been thinking of building my system like yours. Again .. great job.