Along with layer lines, FDM printers are notorious for being neither air- nor water-tight due to the countless very small gaps between the layers. This is very unfortunate if you are trying to FDM print something that should keep water either inside or outside. Although a variety of potential solutions exist, it’s hard to easily compare them. Correspondingly [Half-Baked-Research] decided that the best approach here was to just try everything and pit them against each other.
These solutions include various coatings either in- or outside the part, as well as the foam solution that he tried previously joined by a number of community-suggested alternatives that should not get waterlogged. To properly test them, the water pressure at a depth of about 10 meters would be good enough, but rather than find a really deep swimming pool or try his luck at nearby bodies of water, compressed air was used to ramp up the pressure of a what is basically a big bucket of water.
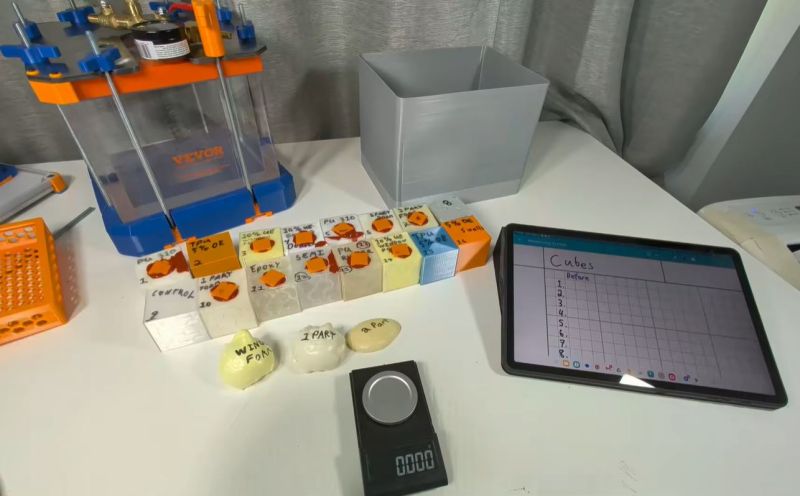
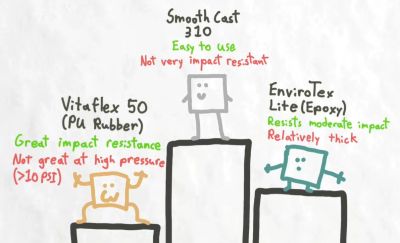
For the pressure chamber a Vevor vacuum chamber was modified to contain the 1 bar (103 kPa) of pressure, which was a fair bit of work and required a CNCed metal top plate. Among the printed and treated samples were also a couple of wild cards: a PETG cube with a TPU printed cover, a PU molded part and PETG with thicker walls.
Along with the long soak, percussive testing was also performed to see how it’d affect the water intrusion resistance. After all that, there were three winners: internal epoxy coating and two types of internal PU coating, though epoxy held up the best after repeated abuse. PU rubber also got a thumbs-up if you don’t need as high a pressure resistance but are more concerned with resisting physical abuse.














Easiest way I found if your printer does ABS well, is printing in ABS and then exposing the print to acetone vapors. For that purpose I use a big Tupperware with a 12V brushless fan (important that the fan does not generate sparks or the acetone might ignite!). Put acetone on the bottom, place the part suspended (on a grid, or tied with wires, find the best way for your setup) so it does not directly touch the acetone, close the Tupper, power on the fan and leave it for about 30 minutes. Then carefully open the Tupper and let the part dry for 24h.
The process melts the ABS surface, so when done finished, the part will be nicely smoothed and will be air and water tight.
fan is unneeded.
just leave the bin slightly open and allow evaporation do the work stirring the air.
Every time I see one of these articles about waterproofing FDM prints and how FDM prints simply aren’t watertight, I am reminded of when I was a complete 3d printing newb, having not read any of this, and I made a water tank for a terrarium mister out of PLA.
3 years later and it’s still working just fine.
Might be survivor bias but I can’t help but wonder if the problem might be overstated. Obviously for certain applications you want to do all you can, but it seems like for a simple water container you can try just printing it and see what happens.
I feel the same way. I made some water containers to use for wick watering african violets. Basic PLA in vase mode, and it’s been well over 2 years of them still going strong. I didn’t learn that PLA can’t do that until way later.
PLA seems to work well for water tight applications. I’ve used PLA printed end caps (with o-ring groove) for sealing an electronics payload for an underwater robot. I was planning on using some sealant, but they worked perfectly fine without sealant, so I just left them as-is.
I haven’t done anything as much as that but I have printed water tight objects, a few small vases, just to see if they would be watertight. If they print well with no major defects they were.
PLA is dead to me, after it killed a bunch of my electronics and destroyed a bunch of other hardware.
Nobody really told me that PLA would eventually crumble and turn into a sticky mush, and then into corrosive acid that destroys everything in its path, and that “eventually” is merely three to seven years.
Yeah, yeah, I knew what PLA stood for, and that they claimed it bio-degradable, but I also saw assurances that it would be just fine for most uses. Maybe people living in colder climates will have better luck, but PLA is worse than useless here in the tropics of India.
PLA swells if immersed in water. Any inter-layer gaps may swell shut?
I found spray paint worked fine as did PVA glue.
I have found two layers of wall in PETG (0.8 mm total wall thickness) is watertight, in the sense that you don’t have water dripping through it, even under modest pressure. However, it is not vapor tight: The water inside eventually evaporates away over a period of many months. A layer of lacquer brushed on seems to fix that and makes it vapor tight.
May depend on which surface(s) you want to make watertight, how watertight they need to be, and how much you are willing to overextrude, iron, and otherwise sacrifice other aspects…