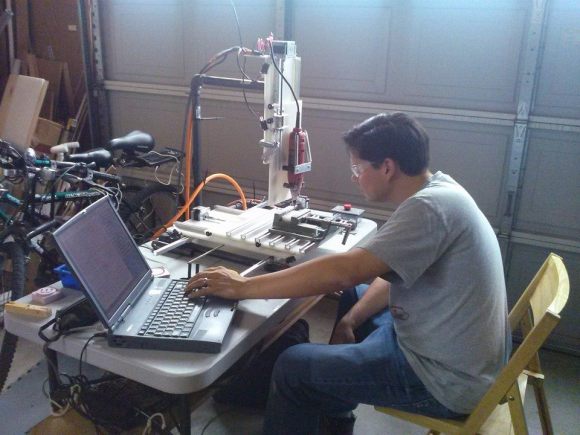
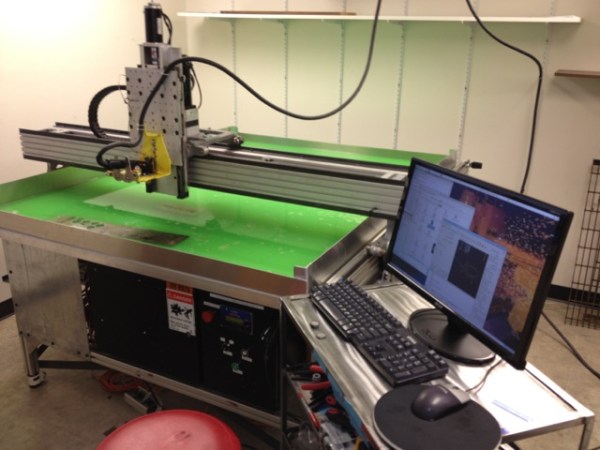
Cost is always a drawback and a hurdle when buying or building a CNC Machine, especially when building it just for fun or hobby. [Eric] was able to cobble together a working 3-axis rotary tool based machine for about $250, a few trips to the hardware store and a bunch of time.
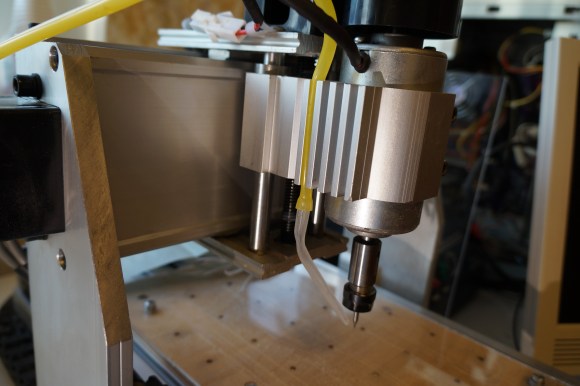
The machine design is loosely based on this one he found on Instructables. [Eric] chose this style because he felt the boom supported tool would have been more stable and easier to build than a gantry style machine. Skate bearings, HDPE sliders and c-channel aluminum were used to support the XY table instead of traditional linear bearings and rails. All three axes are driven with stepper motors and 1/4″-20 threaded rods. The Harbor Freight dremel-style rotary tool helps keep the overall cost down.
Continue reading “$250; Pushing The Limit On Cheap (And Functional) CNC Machine Builds”




 Every project deserves its own laser cut enclosure, of course, but the most common method of joinery – an overabundance of mortises and tenons, and if you’re lucky, a bit of kerf bending – is a little unsightly. Until tastes in industrial design change to accommodate this simple but primitive method of joining two laser cut panels together at an angle takes hold, the search will continue for a better way to cut acrylic and plywood on a laser cutter. The folks at Just Add Sharks might have a solution to this problem, though:
Every project deserves its own laser cut enclosure, of course, but the most common method of joinery – an overabundance of mortises and tenons, and if you’re lucky, a bit of kerf bending – is a little unsightly. Until tastes in industrial design change to accommodate this simple but primitive method of joining two laser cut panels together at an angle takes hold, the search will continue for a better way to cut acrylic and plywood on a laser cutter. The folks at Just Add Sharks might have a solution to this problem, though: 








