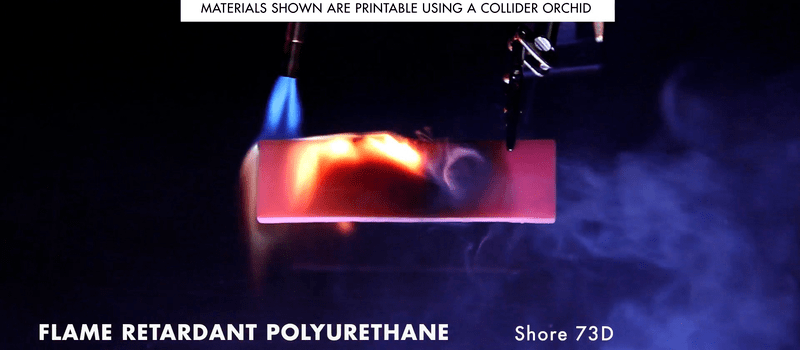
3D printing is full of innovations made by small firms who’ve tweaked the same basic ideas just a little bit, but come up with radically different outcomes. Collider, a small startup based in Chattanooga TN, is producing a DLP resin printer that prints hollow molds and then fills them.
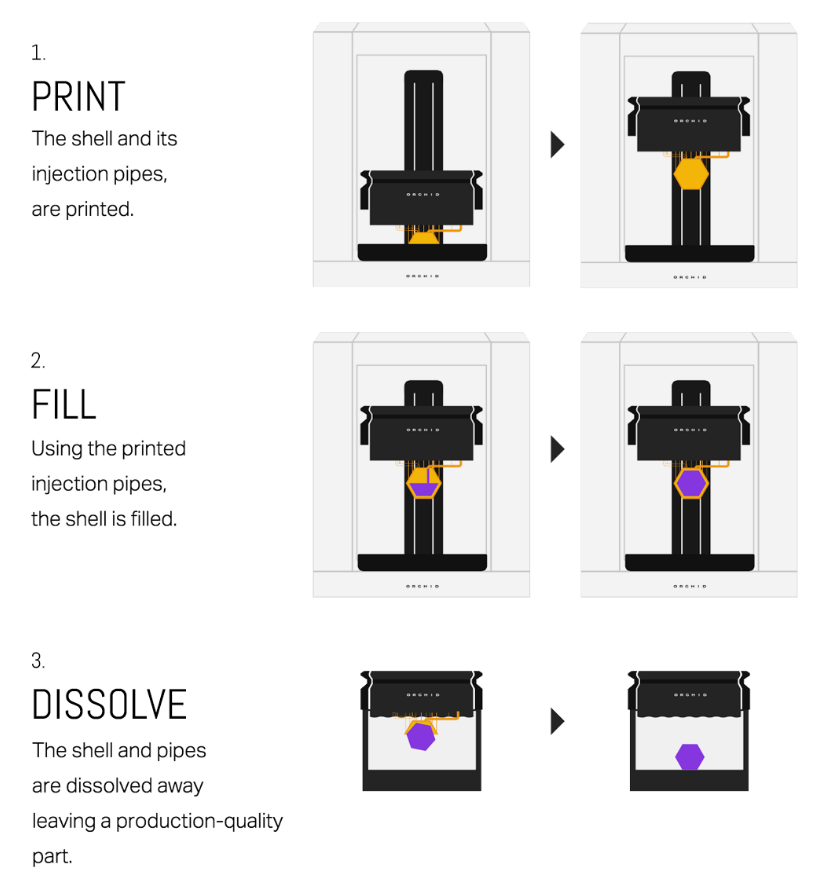 That’s really all there is to it. The Orchid machine prints a thin shell using a photocuring resin, and uses this shell as the mold for various two-part thermoset materials: think epoxies, urethanes, and silicones. The part cures and the shell is dissolved away, leaving a solid molded part with the material properties that you chose.
That’s really all there is to it. The Orchid machine prints a thin shell using a photocuring resin, and uses this shell as the mold for various two-part thermoset materials: think epoxies, urethanes, and silicones. The part cures and the shell is dissolved away, leaving a solid molded part with the material properties that you chose.
This is a great idea for a couple of reasons. DLP-based resin printers can have very fine features, but they’re slow as dirt when a lot of surface area needs to be cured. By making thin-walled molds, this stage can go faster. The types of UV-curing resins out there for use in resin printers is limited by the need to photo-cure, while the spectrum of two-part plastic materials is much broader. Finally, resin printers are great for printing single topologically-simple objects, and molds are essentially just vases.
While we’re sure that there’s a market for these kind of machines in small-scale manufacturing, this is also an eminently DIY procedure. We’ve personally even made some hollow 3D parts and filled them with epoxy to strengthen them up, but never taken the last conceptual leap to thinking of the 3D-printed part as a disposable one-off mold. We’ve even cast chocolate in 3D-printed molds, with varying degrees of success. We’ve also seen great things done in lost-PLA casting. 3D printing and mold-making are made for each other. Building a single machine to run all of the steps, and taking care of the messy details, is a neat idea.
[via Engineering.com] and thanks to [RandyKC] for the tip!














I like the idea, but do they even show parts made using this process? This is letting giving them market reach for line drawing vaporware.
This feels like an Ad, doesn’t it?
My post or the original article? I think I make it clear that I think it’s neat to DIY the same thing. I wouldn’t buy one, but I like the idea.
You can’t actually buy one. I would love to see a working prototype even but I have serious doubts about these promises being delivered upon.
It’s effectively product placement, yes. Only in this case, their website has about as much technical detail as that “extruder pen” or “underwater breathing stick” nonsense. Articles about an actual working product, not a press release would be much more informative to your readers. Bear in mind that I am not saying that the concept of making a shell and then filling it is without merit. Shell molds have been done for literally well over a hundred years now in industry. But doing so automatically with 2 part component materials during a fully automated printing run seems like an extraordinarily difficult undertaking. Are they also developing their own printer here as well?
Unless of course, articles like this stirs up CONTROVERSY because people engage with that and listen to that and debate and opinions ensue and clicks go up and traffic goes up and HaD makes more money and who cares if the product is or isn’t crap because readership and engagement is up?
We need to see a lot more of this product and process first and to be honest, it should have launched with considerably more than a single webpage that shows nothing about any of the details.
I really should know better than to disagree with the Internet, but…
You will need to retract your “product placement” accusation. We are one of the few sites out there that absolutely, categorically, runs no product placement or sponsored content, or any shifty quasi-ad crap at all. We run old-fashioned ads, and you recognize them as ads, and we get paid for them as ads.
Everything else, we do without external compensation. No quid-pro-quo, no in-links, no nothing. What you see is what you get.
It’s a bizarro world where HaD represents pure, unsullied journalism and the NYT runs sponsored content. It makes me literally shake my head sometimes. But the fact is that the rest of the Internet is falling down, and we are not. Woot!
On topic: I haven’t seen the machine. Given that you can make the mold shapes, I don’t think it’s a stretch to think that it could inject mixed (pre- or otherwise) two-part epoxies into it. It’s just another pump or two. May be vaporware, maybe not. It’s a cool idea, and seems to be only a small twist on the mold/print combos that people are already doing, so I’d rate it plausible.
I’d bet the machine is/will be finnicky as all heck to run and maintain. But what’s new, right?
I didn’t insinuate you were being directly compensated for your articles. But at the same time, the site generates profits from, well, putting content out there. So there is a bias against fully vetting things and for running more content or even controversial content. It’s certainly appreciated that this is not a direct pay to play system but my issue is more that this is basically an article about a press release for a closed source, patent pending process, not something actually novel or seemingly even well defined, let alone ready for purchase or even crowdfunding. That’s what makes it feel like a product placement. Further, no details are actually being shared and nobody here has actually seen this tech, let alone evaluated or reviewed it.
Also, just curious but have you ever tried to pump 1 million plus centipoise epoxies or silicones? You can do so, but really only at high pressures, say 2500+ PSI or so. You are basically trying to pump lard through small tubes here. It doesn’t work very well though it is not impossible to do, it is not trivial either. Yes, there are some lower viscosity thermosets but they become more costly, specialized and start to sacrifice performance and they are still plural component, reasonably high viscosity materials. Further, there are UV curing epoxies, so what are you even gaining here by introducing more steps? Epoxies are also not very cheap either, so why not just print UV curing epoxy fills at no extra time penalty? Can’t print silicones or urethanes I guess is the limitation there?
We need a heck of a lot more details here on this tech.
Inject? Maybe pour. Then the bubbles and on and on. I think it’s total vaporware but I wish the discussion would lean more towards the viability of this as a strategy maybe with some links to injection molding or poured resin casting and its viability in this kind of production strategy.
“DLP-based resin printers can have very fine features, but they’re slow as dirt when a lot of surface area needs to be cured.” I would say this is a little misleading. For a given print area they should have a constant curing time regardless of the size of part. For an SLA printer with a scanning light source then it is true.
Yeah, sorry. You’re right.
That’s all well and good, and I’m so happy to see my city on Hackaday, but having dealt with Collider personally I have to say with much frustration that they are rude and unprofessional to deal with, and their company smacks of a typical vaporware kickstarter company.
Uhh.. ok wait. They are taking an off the shelf Formlabs type machine, presumably adding in a bit of software magic to automatically (?) create gates and fill ports and then somehow also integrating an actual meter mix machine into this? Does it use disposable static mixers? How do they mix two part component materials? Epoxies, urethanes and silicones all vastly differ in their mixed viscosities and some are shear thinning and others are not. With small tubes, you are going to have a very hard time filling molds with many materials. Further, even if you print a shell, you still have to print every Z layer. You cannot get around that with DLP based printing technology. So this doesn’t really save any time because DLP can print every Z layer at once.
What is the cost of the static mixers, which it presumably uses? Do you put a new one on for every build? How do you swap out materials? The A and B sides of each different material cannot mix with other material A and B sides. How automated is this process? Are there *any* details about it at all? That feels like one of the key elements here and there is nothing about it!
How do they know fill rates for different geometries? Each thing they build is going to take differing times to fill each finished item and that is going to depend on dozens of variables. Material being used, diameter and number of the fill tube(s), size of the exhaust hole, shear thinning viscosity of the material, geometry of the mold, pressure of the fill, volume being filled, position of the fill ports. The list goes on and on. Over filling would make a mess.
The dissolvable material is also problematic. Generally, dissolvable UV materials (support materials) are structually quite weak. You can build up fairly high pressures here. How does the material both contain that but also dissolve cleanly and quickly?
Am I missing something here aside from a basic page that looks like vaporware with no technical details and a ton of promises that at first glance defy most all logic and reason about how these things actually work or the technical hurdles that exist? This simplified chart needs a heck of a lot more detail because right now it is very clearly in the HYPE THE CRAP OUT OF THIS stage and quite frankly, right now I find some of their (or the author’s claims) to be quite difficult to actually deliver on.
It’s unclear…how many do you want to sign up for?
“So this doesn’t really save any time because DLP can print every Z layer at once.”
Yeah, you’re totally right. It saves on UV resin to just print the shell, but should run at about the same speed.
Are there any non-proprietary filaments that dissolve in water?
$45k is pricey and certainly out of my range. HAD has posted in the past about using poured reinforcement of prints. This is the next step. Has anyone tried this with standard fdm printers? Are they “watertight” enough to use as a mold?
I’ve seen some results with PVA on the Ultimaker 3 that looked promising. So, yes, this is possible, with some manual labor.
Pics or it didn’t happen.
I’ve used ninjaflex as as “a disposable one-off mold” [sic] a few times. Print, fill with epoxy, wait (don’t touch – big volumes of curing epoxy get hot), peel away the mould. It works great.
Hi Guys!
I’m the engineer responsible for designing and building that machine. Vapor it is not, sirs and madams. Turns out, a lot of people don’t want their part files shared when you’re working with production parts, so we have fewer part pictures we can share publicly ( HIPAA is also a thing, when dealing with medical models). But all the parts in the pictures at http://www.collidertech.com/materials/ came out of the process. If you came by our booth at Inside 3D Printing in San Diego, we had these parts available.
We are in fact doing continuous SLA (on our own machine, not off the shelf). Overall, our process is in fact rather difficult. We’ve spent the past year working out kinks in the technology. Our software does handle the required elements for printing an item to be filled with polyurethanes or epoxies. There is a good amount of cleverness that I won’t go into detail about (especially the photopolymer – of which we are quite proud, we make it ourselves), and more cleverness that is in our patent application for the process.
If you want a part, please send us an email through our website. Part prices are not outrageous, but lead times are a bit variable since we are still an early stage startup. I think we will soon have free sample parts available to the public.
About the speed – we print thin shells specifically because they print faster. The idea is to combine that speed with the material capabilities of off-the-shelf polyurethanes, and the 100% strength properties of a cast part. This also lets us do soft elastomeric materials in a way that actually performs well (unlike, say, ninjaflex, which tends to be difficult to print and not as durable).
We are definitely in HYPE stage. But we are making parts everyday in our machines, too.
We may do a version that is an addon to an off-the-shelf system in the near future, if you guys are interested. Let us know if that’s interesting to you – we would love to hear from anyone about this stuff.
Matt
“HW Startups: The Impossible, delivered under-budget, before you thought about needing it. “
To add a little detail, yes there are silicones and epoxies that are way to thick to inject. But there are also many formulations of these materials that aren’t. Pressures are more like 100 psi, which I assure you is in fact doable.