They used to say that robots would take over the jobs too dirty or dangerous for humans. That is exactly what [Joel Sullivan] had in mind when he created this welding robot. [Joel] designed the robot for the OSB industry. No, that’s not a new operating system, it’s short for Oriented Strand Board. An engineered lumber, OSB is made of strands (or chips) of wood. It’s similar to plywood but doesn’t require large thin sheets of lumber. To make a panel of OSB, a 5-inch thick matt of wood chips is mixed with glue and compressed down to 5/16″ at 7500 PSI and 400° F.
The presses used to make OSB are a massively parallel operation. 20 or more boards can be pressed at once. Thy press is also a prime area for damage. A nut or bolt hidden in the wood will dig into the press, causing a dent which will show up on every sheet which passes through that section. The only way to fix the press is to shut it down, partially dismantle it, and fill the void in with a welder. [Joel’s] robot eliminates most of the downtime by performing the welding on a still hot, still assembled press.
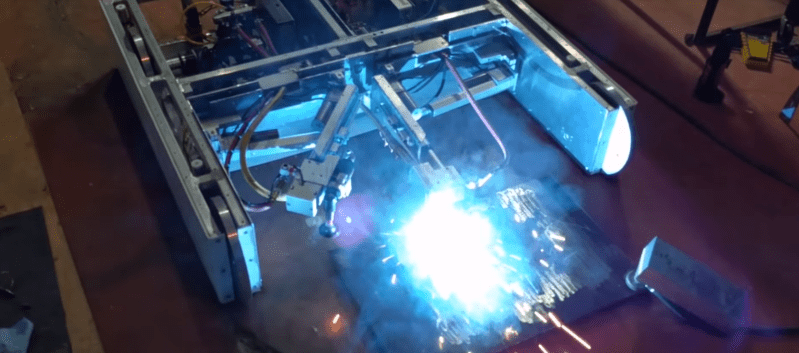
The robot looks like it was inspired by BattleBots, which is fitting as the environment it works in is more like a battleground. It’s a low, wide machine. In the front are two articulated arms, one with a welder, and one with a die grinder. The welder fills any voids in the press platen, and the die grinder grinds the fresh welds flat. An intel NUC controls things, with plenty of motor drives, power supplies, and relays on board.
[Joel’s] bot is tethered, with umbilicals for argon, electricity and compressed air. Air travels through channels throughout the chassis and keeps the robot cool on the hot press. Everything is designed for high temperatures, even the wheels. [Joel] tried several types of rubber, but eventually settled on solid aluminum wheels. The ‘bot doesn’t move very fast, so there is plenty of traction. Some tiny stepper motors drive the wheels. When it’s time to weld, pneumatic outriggers lock the robot in place inside the narrow press.
Cameras with digital crosshairs allow the operator to control everything through a web interface. Once all the parameters are set up, the operator clicks go and sparks fly as the robot begins welding.
If you’re into seriously strong robots, check out trackbot, or this remote-controlled snow blower!














i guess it works, but these steppers look a bit too tiny for this robot.
anyway great job!
yeah forget what i said, just saw they are geared…
What steppers? They are DC linear actuators, which yes, are geared, tremendously. However firstly, they are not steppers.
I see TB6600 drivers so I guess that are steppers.
shiiiit.. That’s quite a project!
I actually built this little robot! Thank you! I was amazed to see my own creation on Hackaday. That just made my day.
He hacked himself a promotion from Welder to Welding Robot Automation Engineer. I mean, sure the pay is the same, but the job is way more relaxing.
A robot working 24hrs/day will replace 3 workers, but it takes 1000’s of humans to design,make the components,assemble,program, and of course maintain.
Humans for assembly and maintainance, everything else, if using CNC can be replicated at comparatively little or no cost. That is why open source makes a lower cost future. The more hardware moves towards digital files, the more the economics of software comes to play.
This robot makes the repair much faster than a human could because it doesn’t have to disassemble the press or wait for it to cool down. This reduces downtime and has much more of an impact on cost than being a direct replacement for human workers.
A robot working 24hrs/day replaces more than 3 workers because workers have vacation time, sick days, holidays, and weekends. The “1000s” of humans can make the same robot work for hundreds or thousands of companies. Humans are made, take 18 of more years to become productive, and once they get too good at their job they want a different one.
Nah it took me and two other guys 6 months. Also this doesn’t replace anyone. It’s a job that’s currently impossible to perform. The press is too hot to service.
Wrong
Awesome. Could be fully automatic with a sensor upgrade but still a great robot.
That’s the goal. I’m working with Tensorflow for other robotics projects, but there’s a liability issue involved as well. The clients usually have one or two defects that are bugging them and that they want repaired. If it went in and started repairing that would probably annoy them more than anything else. Clients are weird.
that thing doesn;t look like it will take away my job. there is more to welding that flat and straight.
Probably robots will never do the work that real welders do now. But the products will be modified so robots can do the welding. For mass production automation is the only way to stay competitive.
I would say it is automatic in the same way that mig welding is automatic. Less robotic and more like remote welding? Somebody is still doing the welding. like track welders and sub arc, the setup still takes a lot of skill.
sub arc, what is that?
It’s wire-fed method where the arc is “sub”merged in a granular flux; mainly used for welding heavy plate. The granular flux shields the fresh weld from atmospheric contamination and shields near by workers from the intense UV generated by the arc.
I worked for 4 years in quality control for a major automotive manufacturer in their frame department. Part of my job was consulting with the robotics programmers to fine tune their welds. Robots will never replace human welders entirely, at least not in my lifetime. We are much better at learning complex tasks and adapting to new conditions. I saw plenty of robots attempt to weld mid air, a dirty sensor telling them there was a frame where there wasn’t. Even my coworkers that came in drunk never tried that. Or a robot spinning in circles with a front clip off an SUV, its end stop broken. Basically they’re great at specific and repetitive tasks, but there will always be a place for the old crusty (human) welders.
So it’s filling in the (positive) dents caused by left over screws or nails? But won’t the welded seam leave a (negative) dent itself, if it fills with too much material?
I would have expected that any welding work would have to ground filed and polished down…
“and one with a die grinder”
“The welder fills any voids in the press platen, and the die grinder grinds the fresh welds flat. ”
Considering how the finished product is used, a mirror finish is not necessary.
It actually does take it down to a near mirror finish! The OSB guys don’t care so long as it’s +/- 1/16″, which is pretty rough. I’m going for other types of presses as well so I’m aiming a bit higher. Have a look:
https://www.youtube.com/watch?v=akS7FTVe8CU
The second arm on the robot has a die grinder attached that would be more than sufficient to flatten the weld. He didn’t show it in the video because he says it takes too long.
That is a beautiful piece of industrial engineering right there. A very clever solution to a rather large maintenance problem.
Thank you for the kind words.
Automated welding has been around for a long time. I worked for a company that did repairs on Nuclear Power, Fossil Fuel and Petro-Chemical plants in the ’80’s on equipment designed in the ’70’s. The welder was a combination of analog/digital controls. The digital part being the BCD switches that programmed the welder. There was not a micro processor to be found.
I was amazed at the welders that thought the machines would replace them. As with any automation, the machine is only as good as the operator. You actually needed a very good welder to operate it. It would put in a perfect weld but as was mentioned above, it will put in perfect lack of fusion or porosity throughout the weld.
I was ecstatic the first time we used a processor based control. It had a 6809 MP, the same as the RadioShack color computer of the day, which I was very familiar with. It was used to do the math on a curved elliptical weld done for instrumentation on the hot legs of a pressure water reactor.
Great Memories!
I’m surprised this is such a big issue. I would have thought given the down time involved there’d be magnets and metal detectors throughout the process. An ounce of prevention and all that but obviously not.
An ounce of Loctite, and a pound of lock washers
Has sabotage been ruled out?
What is source of these nuts &bolts?
Magnets no work on stainless metal
1) there are ferromagnetic types of stainless steel
2) if it moves fast enough in a ballistic arc, magnetic separation works even for non-ferrous metals
I’m guessing there are metal detectors and magnets (in fact I know someone who designs large conveyer metal detectors for a living — Hi Mike!) … however, nothing is perfect, and not every piece of FOD is ferrous metal
They have metal detectors and sometimes X-Ray machines. But most plants still pick up 3 or 4 dents per week.
Got to play with an Orbital Welding “robot” the other day. mechanically very simple. The powersupply and controller were a good bit more advanced than my little miller…but not unaproachable. I was amused at how close to being a metal 3d printer orbital welders are considering theyve been around for over half a century.
https://youtu.be/9uRpO6VmeGY?t=81
skip to 1:40 for the good stuff
Or just dump some thermite in the hole & set it off….
OK, so this is fixing a problem after its happens…
How about a metal detector and a magnet?
Amazing work Joel! (944 owner that would lile to contact you, not sure how “reconect with you”)
Hey I just saw this comment. Look up Nova Robotics in Nova Scotia and shoot me a message through the website.