
This lovely little number is the EF80 pentode thermionic valve, or vacuum tube, made by Mullard beginning in 1950. They were used in radio and radar applications, but most of them wound up in VHF television sets. This week’s Retrotechtacular takes a close look at the assembly of and on-site materials production for the EF80 in particular.
The film begins with slow and careful hand assembly of an EF80. The cathode is inserted into a mica disc, and a series of three grids are placed over the cathode. The semicircular anode sits around the outermost grid. Another mica disc is placed on top which does triple duty as a spacer, a base for the getter/plate assembly, and a firewall against the getter flash.The dark lining of the upper part of the tube is the residue of the vaporized getter, which is heated after the first stage of air removal.
Before the vacuuming begins, the inner assembly is mounted on a glass base with nine pins that have been pre-bent to meet the inner assembly wires. The heater, dissipating shield, and a meshy cylinder are added, and then the getter on its plate. A tube is slipped over the assembly and fused to the base in a jig, forming an airtight seal.
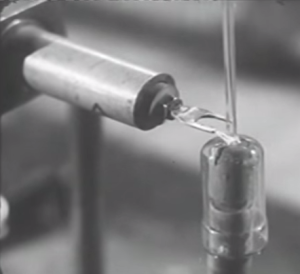 Once you’ve seen the assembly, you’ll have a better perspective for the in-house materials production. This method lends greater quality control for a large quantity of valves with identical specs. Mullard cooks up their own glass and draws it out into long rods. These are formed against an internal air current that controls the diameter and thickness. The rods are cut into shorter lengths and made into bulbs with one closed end. Finally, the tube that will be used to suck out the air is fused on and the bulbs are annealed. Each bulb is tested with a high-tension discharge between a pair of electrodes.
Once you’ve seen the assembly, you’ll have a better perspective for the in-house materials production. This method lends greater quality control for a large quantity of valves with identical specs. Mullard cooks up their own glass and draws it out into long rods. These are formed against an internal air current that controls the diameter and thickness. The rods are cut into shorter lengths and made into bulbs with one closed end. Finally, the tube that will be used to suck out the air is fused on and the bulbs are annealed. Each bulb is tested with a high-tension discharge between a pair of electrodes.
Perhaps the most impressive part of production happens in the tungsten department. The heater in each valve begins life as a wad of scheelite that spends seven days in a ball mill. It is chemically treated to make tungsten powder and then pressed into a bar and tempered in hydrogen and high current. The bar is drawn out in several stages into a wire measuring 1/50th of an inch in diameter. It is then drawn out further and further still using diamond dies. A single bar of tungsten is ultimately drawn into 200 miles of wire.
Every component is subjected to numerous automated and human-administered tests before being assembled by dexterous, dainty-handed women. And then, of course, they’re tested some more.
[Thank you Hedley for sending this in]
Retrotechtacular is a weekly column featuring hacks, technology, and kitsch from ages of yore. Help keep it fresh by sending in your ideas for future installments.














Gotta love the graceful, warm glow of a vacuum tube!
Vacuum tubes are outdated with a lot of better solutions in regard to price, sound purity, and power requirements.
That being said, there is a certain quality to them that makes them ideal for certain applications, which is mainly the aesthetic aspect. The warmth and glow of them brings back memories to many of us of the “olden days” when we used to listen to the radio that used them, be it when Grandpa, or Dad, or even for the older generation who remember having to make a run to the dime store to have the battery charged. Even though there are better solutions when looking for “quality” for some of us, the loss of that is worth the exchange for nostalgia.
i was more impressed with some of the machinery used to make the valves
was i not paying attention or did they cover how they made the mica,..just stamped out of an even thickness of mica i guess?
They used big metal dies to stamp out the mica. I can email you pictures of some of the dies RCA used back in the day. The machinery they used is VERY interesting! The mica had tolerances they had to be within – I believe between .005 and .010 inches thick ( on the RCA 6L6, at least ) – they needed to support all of the electrical and mechanical structures, but not bend those parts as they were press fit into the mica.
You heard wrong. Tubes suck!
Don’t be a jerk. Some people really do like them.
Including John Petrucci from Dream Theater, who is widely regarded as one of the best guitarists on the planet.
I think his opinion on this matter holds a bit more merit than yours, pcf11.
Did I ask you what you thought? When I want my fill of ignorance and irrational biases I’ll attend church.
Hackaday needs a button people can click on to indicate a commenter is a troll.
He may be able to move his fingers around a fretboard at a diddy pace, but what does he know about electronics?
There are guitarists out there who believe “fragile harmonics” can’t survive in a “crystal lattice” – make of that what you will.
Right on! Someone knows what is what.
Says you. Quite a number of audio snobs would disagree, vehemently, with you.
Do you mean the same audiophiles that buy Monster Cable for their 30 Watt amplifiers? When a piece of 16 gauge zip cord would do the exact same job. I know the type well. Thanks for the laugh.
No self respecting Audiophile would own Monster anything. What was that you where saying about ignorance?
Yeah, it is all about oxygen free cable now isn’t it? No self respecting person would be an audiophile. It has been a while since I’ve read about the tomfoolery that audiophiles engage in when it comes to cabling. So Monster Cable was the best example I could come up with off the top of my head. That does not mean it is not all BS anyways. Zip cord is still your best bet when it comes to speaker cables under a kilowatt of output.
I love old electronic (well any technology), today technology seems like a lots of norms about anything,onechip solutions,…. just “boring”. But when you see a huge radio with vacuum tubes its just refreshing, mysterious touch of history.
Isn’t there some sort of advantage tubes have over solid state during an EMP?
No. All the differences are qualitative. Which is better is entirely a matter of preference and anyone who tells you differently has their head so far up their ass they can’t tell fact from preference.
Qualitative doesn’t really come into it when considering resistance to a large electromagnetic pulse (I’m guessing you misread the question and assumed he meant in some audio application, in which case I would agree with you). It’s hard to dig up much information about vacuum tubes actual resistance to EMP but it’s commonly claimed the Russians used tubes in a number of military applications due to their resistance to EMP, but that could also be because they didn’t have as reliable semiconductor manufacturing facilities.
It isn’t a simple yes, or no question. Discrete electronics are not the vulnerable part of the issue anyways. Large electrical grids are the weak link then.
Tubes can handle hard radiation like x-rays a little better than transistors, can handle ESD (Electrostatic Discharge) better and Can run certain frequencies at high power better for cheaper than transistors just look at a magnetron in your microwave oven it is a tube because of cost to produce. As for the EMP they have a negligible difference in tolerance.
They can withstand higher voltages than rated when not in use, up to several thousand volts (tested…). Electrostatic discharge and EMP is no big of a deal for them, they can handle a very large current in a short period of time. The only disadvantages are that they are bulk and can be easily damaged (broken)…
http://www.youtube.com/watch?v=EzyXMEpq4qw
When learning electronics, I was watching an old movie about valves. The tester was checking if the elements were loose, and responded to vibration, ie. were “microphonic”. The test: plug in the valves, them hit them with a rubber mallet.
Our joke was: I’m hung over, or in a bad mood… CRUNCH… we seem to be getting a lot of failed valves today