Anyone who’s worked with even a 1 mm bit knows that while a drill press is all but essential, it isn’t proof against broken bits. Working with a 0.1 mm drill bit seems, therefore, all but impossible, which is why [Mike] of Chronova Engineering built this mechanism to simplify such drilling.
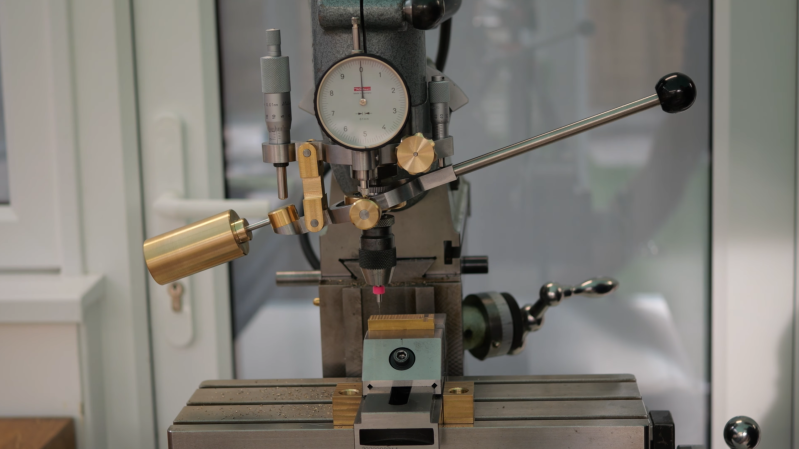
The mechanism is an attachment for a milling machine, and in principle it just needs to move the rotating drill bit up and down. It needs to be extremely precise, though. For context, a good-quality chuck normally has a runout of 30 to 50 microns, which is approaching half the diameter of the drill bit. The mechanism has a collet mounted in the milling machine’s spindle, which transfers rotation to a second spindle. The second spindle is mounted to a runout-compensating drill chuck, and is connected to a lever and counterweight which allow the user to make small, low-force movements. A dial indicator lets the user see how far the bit’s descended.
Most of the parts were machined out of steel or brass, with the handle being made of titanium for lower weight. When the finished device was mounted to the milling machine, the measured runout was severe. After much investigation and reworking, however, the problem turned out to be a damaged collet locating pin, not an issue with the drilling mechanism. As a first test, [Mike] drilled a 0.1 mm hole 1.8 mm deep, then as a challenge drilled six 0.1 mm holes in the end of a thin steel wire. The results weren’t quite as uniform as he wanted, but it took a scanning electron microscope to even see the imperfection.
It won’t help much with very fine drill bits, but if you need a very precisely-placed hole, check out this periscopic drilling camera. If you do break a drill bit in the workpiece, you might be able to dissolve it with alum.














This was very satisfying and relaxing to watch. Such precision blows my mind!
His whole channel is a goldmine. Stuffed full with knowledge, no nonsense and an absolute joy to watch.
Drilling carburetor jets with wire drills was the a similar process. Replacing the drill press handle with a knurled knob provided tactile feedback that greatly reduced broken bits. While not the precision of his device it worked.
Modifying a Dremel press with a vernier feed will be a interesting manual method. I wonder if a 3-D printer could be modified to do this as well.
Back in the early 1980s I used to work in IFA factory and due to shortages I often visited tool shop and used their milling machines for making bee smokers. With money I earned on the side I bought my first Trabi in 1987.
Some forty years ago I saw(noticed) their logo for the first time, but never knew that name – it was just Simson for me and others.
Thanks for bringin back old memories ;)
this in contrast with a dremel drill press stand. half plastic, half “metal”. a runout of at least 3mm, but the way you press it down can steer the drill bit a little. oh and more expensive than the proxxon version, wich is way better in that regard.
I’d read some reviews praising Proxxon
Mine works pretty well for drilling holes in PCBs down to 0.3mm. There’s very little runout if you use collets. The stand is not rigid enough to put much pressure on the bit, so it doesn’t work well for drilling small holes in metal though.
Nice work! Would it be useful to have some indication of pressure? Perhaps with a spring in concentric tubes, or a strain gauge on the handle?
This reminds me of that near old microscopic electric motor that made the rounds awhile back. There is something so cool about using standard techniques at scaled so small you’d often see the tech be much more intense.
I’ve worked on PCB multi head CNC drill presses. We used to run regularly 0.2 and 0.1 bits at 500 holes/minute. The main things are a ridiculous speed (20000rpm) on air bearing mandrel and a solid structure. Our machines had the heads rail mounted on a granite slab that was weighing at least 3 tons.