 Whether you’re using granules or filament, FDM printing relies heavily on a consistent flowrate of the extruder. This is also the challenge with [HomoFaciens]’s direct granule extruder. Version 7.1 here refines some parameters before being put through a number of printing tests to see how close it comes to something you’d want to use for production.
Whether you’re using granules or filament, FDM printing relies heavily on a consistent flowrate of the extruder. This is also the challenge with [HomoFaciens]’s direct granule extruder. Version 7.1 here refines some parameters before being put through a number of printing tests to see how close it comes to something you’d want to use for production.
There’s also an accompanying blog post, on which the project files can be found for those who are playing along at home.
A big part of this V7.1 change was to simplify the design for manufacturing, removing the brass insert of V7.0, instead requiring some manual labor using a drill bit and a hand reamer to get the inside of the extruder tube just right.
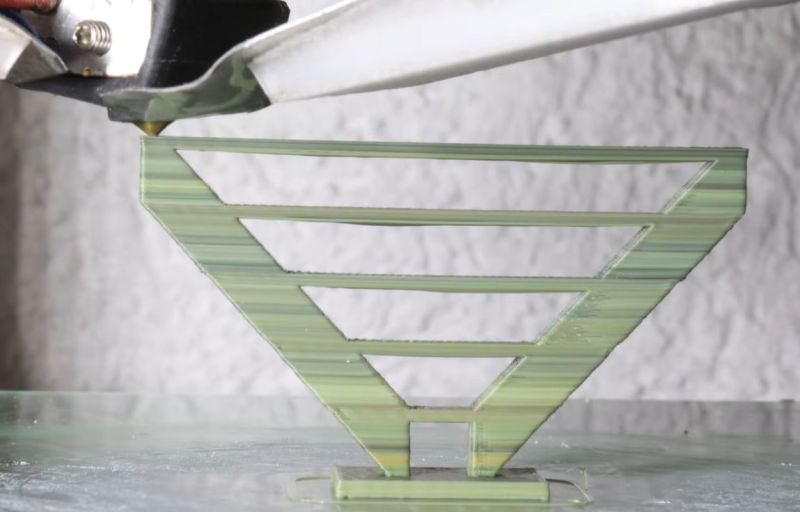
The section with the heating element was also extended, though this didn’t have as much of an effect as expected. During testing the overall results were actually pretty good, with the extruder able to keep up with bridging tests while the feared air bubbles from air intruding into the tube remained absent.
On the Prusa Mk4 FDM printer, there are some definite limitations on testing features like input shaping resulting in wavy patterns in some rest prints, but for upcoming tests a different FDM printer will be used which should more clearly show the potential of this extruder design.














Problem is also where do you get cheap granules…..if you pay less for ready filament as for more complicated to handle granules it’s hard to see the point in the effort…
Industrial suppliers. That’s how plastic normally comes out of the factory.
You might have to order a 25 kg sack of granules, but it’s going to be ten times cheaper than filament.
Check HomoFaciens’ blog, you’ll see he is shredding his prints to get small pieces of plastic (that’ why the part color here is so heterogeneous, it’s made from recycled plastic). I wonder why he isn’t extruding a filament from his setup, I think embedding the extruder on the printer isn’t a good idea in the end.
Every time you re-melt the plastic, it becomes slightly worse. If you’re into recycling old prints, avoiding re-heating means the plastic can be used more times with lower chances of printing problems.
Adding to this, when recycling plastic whether from old prints or any other source there is a set percentage of remelt to fresh granules required depending on plastic type to maintain acceptable properties due to the remelt degradation issues.
Filament extruders exist. There is no challenge in making another one. ;-)
Embedding the extruder on the printer is a great idea! It enables printing of new materials. sugar was just a quick test I have done on a weekend:
https://homofaciens.de/technics-machines-3D-printer-Granule-Extruder-V3_en.htm
You won’t find sugar filament.
Furthermore you can print with metal or ceramics powders with very low binder added. Same here: too brittle to make filament.
A kg of pla granules was 4 euro in bulk. So if you print large volumes, this quicky becomes worth it.
https://hackaday.com/2026/05/06/direct-fdm-printing-with-granules/
It would be interesting to attempt to implement some form of sensor to monitor pressure behind the nozzle orifice and adjust the screw rate accordingly to maintain/adjust/control material feedrate.
Probably here, I saw some discussion about a strain gauge being employed to measure the stretch caused by the pressurization of the chamber.
High end extrusion molding systems vary their screw rate based on the pressure sensed at the die inlet point. This eliminates the need to retune the system for every shape extrusion and material change.
“An extrusion melt pressure sensor (or transducer) is a critical device used in polymer processing and plastic extrusion to measure the pressure of molten plastic. It converts this physical pressure into an electrical signal, allowing operators to monitor and control extrudate consistency, prevent equipment damage, and avoid costly downtime.
The sensor features a specialized diaphragm at the tip that is exposed directly to the high-temperature, high-pressure melt stream.Behind the diaphragm, a capillary tube filled with a high-temperature fluid (typically mercury or the safer, non-toxic NaK) transmits the physical pressure to a strain gauge, which converts it into an electrical signal.”
seems like this sort of tech would be well fit to improve fdm extrusion especially in applications like these direct granule feed machines.
I do wonder though if feeding the melted polymer through heated tubing, similar to the type used for hot melt adhesive systems, could benefit this type of printer. Some of them ar rated for continuous use up to 200 C (230 C and and can withstand working pressures typically ranging from 1,000 to 1,500 psi. .
Not having to move the heavy screw feed system, or having to rely on bedslinger designs, would simplify implementing these sorts of feed systems in a larger variety of printer designs.
VERY small typo comment….
“wavy patterns in some rest prints”
I believe should be test prints