It’s a fact of life for CNC router owners — swarf. Whether it’s the fine dust from a sheet of MDF or nice fat chips from a piece of aluminum, the debris your tool creates gets everywhere. You can try to control it at its source, but swarf always finds a way to escape and cause problems.
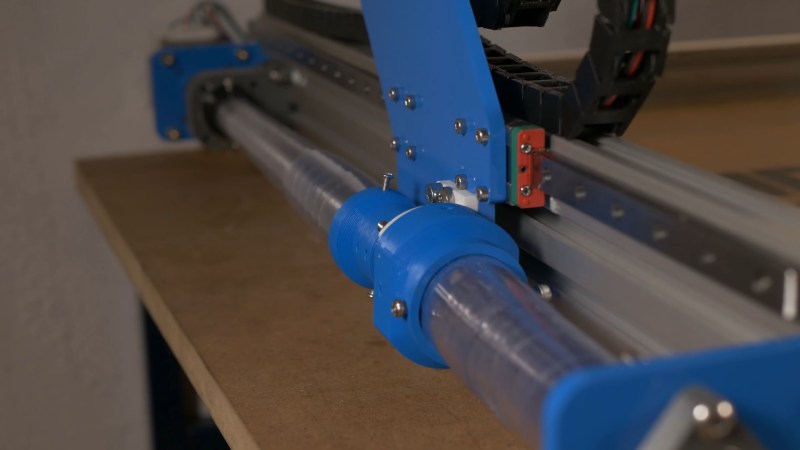
Unwilling to deal with the accumulation of chips in the expensive ball screws of his homemade CNC router, [Nikodem Bartnik] took matters into his own hands and created these DIY telescopic ball screw covers. Yes, commercial ball screw covers are available, but they are targeted at professional machines, and so are not only too large for a homebrew machine like his but also priced for pro budgets. So [Nikodem] recreated their basic design: strips of thin material wound into a tight spring that forms a tube that can extend and retract. The first prototypes were from paper, which worked but proved to have too much friction. Version 2 was made from sheets of polyester film, slippery enough to get the job done and as a bonus, transparent. They look pretty sharp, and as you can see in the video below, seem to perform well.
It’s nice to see a build progress to the point where details like this can be addressed. We’ve been following [Nikodem]’s CNC build for years now, and it really has come a long way.













Cool project and fun video.
Add a bit of compressed air and you have a positive pressure protecting against the tinyest of particles entering between the gaps.
Very interesting thought. Would the internal pressure cause a seal and prevent the tube from sliding? Maybe add a weep hole(s)
No, it would tend to push the overlapping layers apart, allow the air to escape and carry away any dust or swarf.
Interesting idea, and it would probably work on the tiny bits, but I suspect it would open up the coil more in places and mean larger chips can get inside easier. If as RandyKC suggests it manages to seal the coil up – which I think is also very plausible (but probably means your air feed is too high pressure or flow rate) – you end up with unpredictably engaging pneumatic cylinders acting on your machine on top of its normal cutting load so skipping steps could be a bigger problem. So while it might be worth testing…
No matter what you do as a cover in this situation there is always some ingress route, its just how quickly problematic/protective it is. Moving parts in such an actively dusty environment will always manage to pick up something on the inside eventually, so its going to need cleaning. Hopefully the covers keep that down to a sensible maintenance schedule and improve the longevity of the screws. Which I think this current implementation will do pretty well. I think I would have gone for the old school camera bellows in stiff paper method myself, but I like Origami so all that folding doesn’t phase me, those sort of pleats are not the most fun thing in the world to fold though.
This is a really nice quicker method to implement, that will probably last longer being plastic but protect worse. Though paper can always be waxed/plastic coated in some fashion. Or I guess could actually try the 3d print a mold for casting silicon to create that pleated shape – each section and seam could then glued with more of the 2 part silicon stuff after the form is removed- it glues to itself really really damn well, which is usually annoying but useful sometimes).
Water doesn’t flow uphill. It splashes uphill, but doesn’t flow uphill. As long as the pressure inside is lower than the outside, and pure kinetic energy of the chips has been dissipated, it should just be a high to low pressure migration. As mentioned below though, you may have particles sticking to the plastic, and as it moves, may find themselves on the inside. What about a sock, or stretched stocking providing a boundary for the high to low pressure boundary. This would allow a continuous flow away from the screw while not having large surfaces sliding past one another. The stretching of the stocking allows for automatic retraction without a collapse of the tube.
I can see the stocking working.
But I am not following you at all on the pressure or Water parts…
The idea was to make the inside of the coil being the air feed inlet yes? In which case the pressure inside would be higher than normal atmospheric outside air. Which sounds like a great idea blowing anything that might try to enter away – until you look at the gaps that form in that coil and realise they are likely to be enlarged through greater airflow so its much easier for the large stuff (that won’t blow away) to work itself inside..
If gaps open but air flows from the inside, that’s fine, as long as the air flow is enough to prevent particles from entering. The stocking idea is basically to produce a porous tube, but put pressure inside so that air seeps out of the tube. dust does not travel against the wind, so we are creating a high pressure zone around the screw, separated from the low pressure by a permeable tube membrane.
Or does a bit of compressed air give you a pile of static charge pulling all the debris onto the shield for it to be later mechanically pushed inside on compression/extension cycles?
Seems like swarf would get on the bellows while they’re extended, and then when it collapses, make its way into the bellows .
I made homemade bellows for my Taig mill since noone offered them commercially.
I used single sheets of denim, and folded them by hand, and impregnated them with marine spar varnish- so they are coolant and oil proof.
I was worried that the coating would eventually wear off and I don’t use coolant on the machine but the Bellows still work like brand-new like 10 years later. I’ve never found a single chip in my ways.
You can do this easily for round ballscrews by cutting round disks out of denim, with a through hole for the screw, and machine stitching them together on the OD. Alternatively, to guarantee they are coolant and dust proof, since in this case you can’t make them out of a single sheet, you can do the same thing, but with chemically resistant plastic disks sealed together at edges with a heat gun and a metal ring on top to fuse them under a weighted ring.
I don’t know how to fuse viton sheet together, or I’d suggest that perhaps.
The only thing that is difficult to calculate when you make bellows covers is the maximum collapsed thickness being designed to be covered when you are at full travel without binding, with the least amount of pleats of sheets you can get away with, plus 25% or so, so they never completely stretch totally tight.
Hope this helps somebody. I’ve been thinking of making these for sale.
Forgot to mention- the actual connection to the hard part of the machine in my case I used stainless steel plate cut to fit on to the machine and I used Marine epoxy to seal the folded over denim to it.
I then used shapelock thermoplastic to physically join that around the casting and inside the plate there was a screw hole for adjusting my gibs when I lift the cover up.
Hmm that is another clever alternative. As you point out the compressed length and extension matter – so if you are designing a machine from scratch you can be sure to leave the space for it. I suppose if you are going to be unable to really cover all of it 100% of the time just give it some elastic/weight to pull it towards the ends as open as it wants to go – the exposed ends should be as far as possible from the tool so shouldn’t get particularly bad if any pick up.
Why not use photographic or motion picture film tape? Just get more overlapping to cover perforation or cut away edges. Typical box with bulk still photo film contains 30m of 35 or 62 mm tape. Even in 2020 there’s no problem to obtain scrap/expired tape dirt cheap.
An interesting idea for low-temperature applications.
I considered using the hose from Dyson vacuum cleaners (Which has a very good compressed-to-extended ratio) but decided that hot lathe swarf would melt it.
The industrial metal spiral covers that I ended up using are not _that_ expensive, but the suppliers are coy about listing prices. For my lathe I bought a pair of 30-650-50 from http://www.dqr.co.uk/ballscrew_covers.html for £41 each.
(30-650-50 means a 30mm hole for the screw. 650mm extended length and 50mm fully compressed)
A more useful link, DQR import “Duraspring” from Germany, so the sizing and design info is here:
https://www.hema-group.com/en/products/protection-systems/spiral-springs
Telescoping springs seem quite common – not too expensive at less than $10 a piece :
https://www.indiamart.com/proddetail/spiral-spring-cover-13905506088.html