There are a few 32-bit ARM-based 3D printer controller boards out there such as the Smoothieboard, the Azteeg X5 mini, [Traumflug]’s Gen5 electronics, whatever board is in the Monoprice MP Mini Select, and several others I will be criticized for not mentioning. All of these ARM boards provide smoother acceleration, better control, and ultimately better prints from whatever 3D printer they’re controlling. Now, out of the blue, there’s a new board. It’s an evaluation board from ST — much like those famous Discovery boards — that sells itself as a plug and play solution for 3D printers.
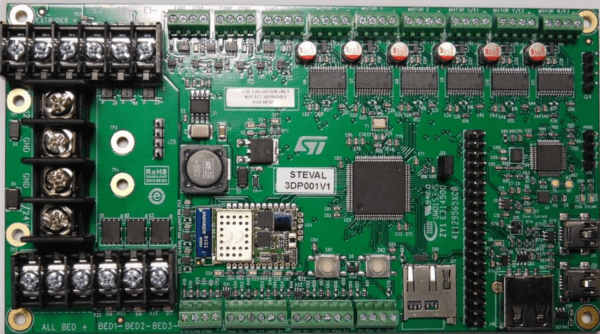
The heart of this board is an STM32F401 — not the king of the STM32 line or the fastest ARM microcontroller, but anything faster or more capable will add considerably more to the BOM for this board. This controller board features six of ST’s L6474 motor drivers with enough current for some beefy NEMA 23 stepper motors , a multi-zone heated bed, and connections for a WiFi module and external LCD and keypad. You can buy this board right now for $118. This board isn’t a game changer, but it is evidence the game has been changed.
As with all 3D printer controller boards, there are a few aspects that will leave users wanting more. This is a board meant for 12V heaters (except for the bed, which has a 24V, 20A output), and the stepper drivers can only go up to 16 microsteps. That said, there’s not much else to complain about. This offering comes with a 32-bit firmware called Marlin4ST. From a quick perusal, it looks like the familiar configuration.h is still there, and still does what it’s supposed to do.
This ST Discovery board is extremely capable, available now, and relatively cheap, but that’s not really the big story here. What this board represents is a reference design and working firmware for a 32-bit ARM-based printer controller. That’s the future, and with this board the future might come a little sooner.
Thanks [jagerboots] for sending this one in.