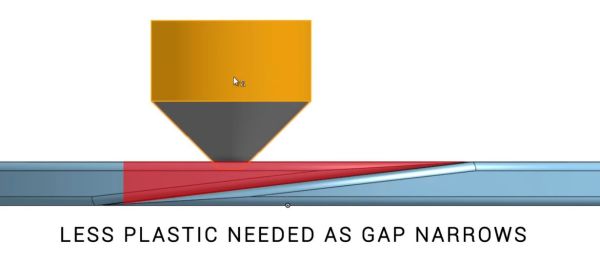
It is a fact of life that 3D printed parts from an FDM (fused deposition modeling) printer have weaknesses where the layers join. Some of this is due to voids and imperfect layer bonding, but you can — as [Geek Detour] shows us — work around some of this. In particular, it is possible to borrow techniques from brick laying to create a pattern of alternating blocks. You can check out the video below.
The idea of ‘brick layers’ with FDM prints was brought to the forefront earlier this year by [Stefan] of CNC Kitchen. Seven months after that video you still can’t find the option for these layers in any popular slicers. Why? Because of a 2020 patent filed for this technique by a 3D printing company which offers this feature in its own slicer. But is this patent even valid?
It’s no surprise that prior art already exists in the form of a 1995 Stratasys patent. The above image shows an excerpt from the 1995 Stratasys patent, covering the drawings of FDM layers, including brick layers. This covered all such ways of printing, but the patent expired in 2016. In 2019, a PrusaSlicer ticket was opened, requesting this feature. So what happened? A second patent filed in 2020 assigned to Addman Intermediate Holdings: US11331848B2.