Ever since 3D printing has become a popular tool, the question of waste has been looming in the background. The sad reality of rapid prototyping is that you’re going to generate a lot of prints that just aren’t fit for purpose, even if your printer runs them off perfectly every time. Creality has some products on the way aimed at solving that problem, and [Embrace Making] on YouTube has got his hands on a pre-production prototype of the Creality M1 Filament Maker to give the community a first look.
The M1 is actually only half of the system; Creality is also working on an R1 shredder to reduce your prints into re-usable shreds. [Embrace Making] hasn’t gotten his hands on that, but shredding prints isn’t the hard part. We’ve featured plenty of DIY shredders in the past. Extruding filament reliably at home has traditionally proven much more difficult, which is why we mostly outsource it to professionals.
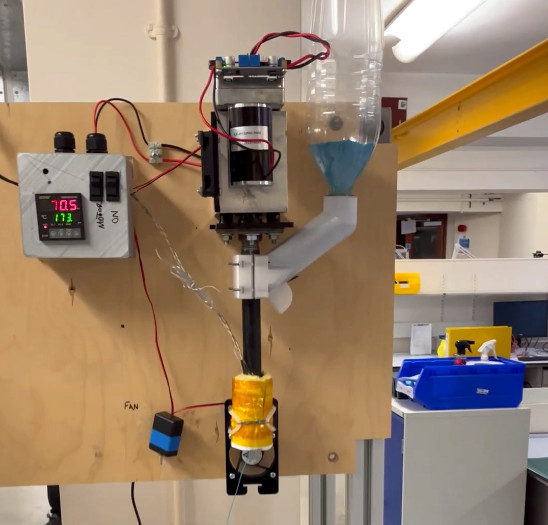
Lacking the matching shredder, and wanting to give the M1 the fairest possible shake, [Embrace] tests the machine out first using Creality-supplied PLA pellets. The filament diameter isn’t as stable as we’ve gotten used to, and the spool rolling setup needs a bit more work.
Again, this is an early prototype. Creality says they’re working on it and claims they’ll get to ±0.05 mm precision in the production models. Doubtless they’ll also fix the errors that led to [Embrace]’s messy spool. That’s probably just software given that the winding mechanism did a pretty good job on the Creality-supplied spool.
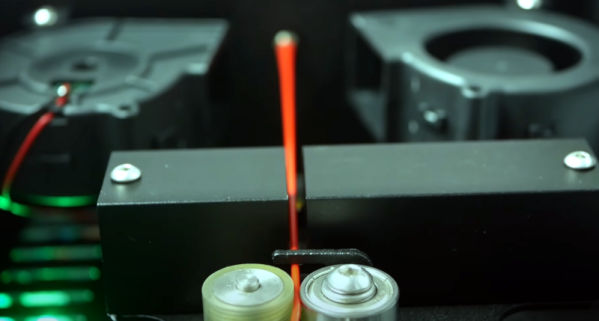
Most importantly, the M1-produced filament does print. The prints aren’t perfect due to the variation in diameter, but they turn out surprisingly well for home-made filament. [Embrace] also shows off the ability to mix custom colors and gradients, but, again, using raw PLA rather than shredded material. Hopefully Creality lets him test drive the R1 shredder once its design is further along.
This is hardly the first time we’ve seen a filament extruder. The goal of this product is to pair with a shredder and use it for recycling, but if you’re going to stick with raw plastic pellets, you may as well print them directly.
Continue reading “Hands On With Creality’s New M1 Filament Maker”